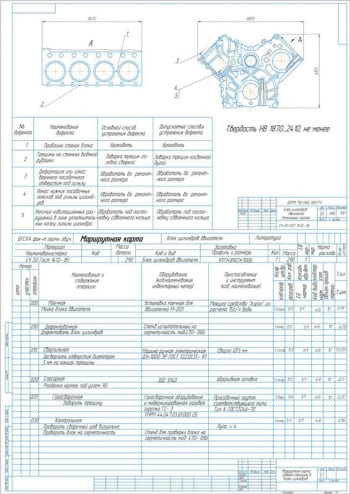
- Ремонтный чертёж вала вакуумного насоса А1 с габаритными размерами, массой, материалом для изготовления, выносными элементами, схемой базирования при токарной, резьбонарезной обработке и наплавке, техническими требованиями: НВ 223-262, неуказанные предельные отклонения размеров h
Технологический маршрут: токарная, наплавочная, токарная, фрезерная, круглошлифовальная, резьбонарезная, контрольная.
Дефекты и способы устранения:
- Износ шпоночного паза по ширине до размера 8,07 мм – заплавить, обточить, фрезеровать;
- Изношена поверхность под подшипник – наплавить, обточить, шлифовать;
- Повреждение резьбы, срыв более 2-х витков – заплавить резьбу проволокой Св08Г2С, оточить, нарезать резьбу.
Дополнительные материалы: расчётно-пояснительная записка прилагается на 21 страницах. В пояснительной записке рассмотрено проектирование технологического процесса ремонта вакуумного насоса:
Выполнено обоснование рациональной последовательности разборки, для чего составлена технологическая схема - условное изображение последовательности снятия сборочных групп, подгрупп и деталей машины, которое обеспечивает наглядное изображение процесса.
Произведён выбор и обоснование оборудования и инструмента:
- Стенд 8781 - для разъединения насосной части и электродвигателя;
- Наборы гаечных ключей с открытым зевом по ГОСТ 2839 – 80Е - для производства разборочных работ в условиях трудного доступа к резьбовым соединениям;
- Сменные головки с внутренним шестигранным зевом по ГОСТ 3329–75 - для доступных болтовых соединений;
- Рабочие места оснащены слесарными молотками и губковым инструментом.
Рассмотрена технология дефектации детали:
Представлено обоснование способов обнаружения дефектов - определение технического состояния деталей. Дефекты и способы их обнаружения представлены в таблице:
|
№ |
Дефекты |
Средства контроля |
|
1 |
Трещины, усталостные разрушения |
Внешний осмотр, магнитолюминисцентный дефектоскоп ОН-327 |
|
2 |
Износ поверхности под втулки подшипников |
Микрометр МК75-2 ГОСТ6507-78 |
|
3 |
Износ шпоночного паза |
Пробка 8133-01210Д |
|
4 |
Повреждение резьбы, срыв более 2-х витков |
Внешний осмотр, шаблон |
Выполнен технологический маршрут дефектации:
- 005 Моечная: очистить деталь от загрязнений до состояния, чтобы можно было осмотреть и выявить дефекты;
- 010 Дефектовочная: внешний осмотр и проверка на наличие трещин и разрушений;
- 015 Дефектовочная: измерить размеры цилиндрических наружных поверхностей при помощи микрометра, дефектовать под втулки подшипников, шпоночный паз, состояние резьбы.
Рассмотрено проектирование технологического процесса восстановления детали:
Представлен анализ конструкции и условий работы детали, где в результате износа, старения и деформации нарушены размеры поверхностей.
Выполнено обоснование способов устранения дефектов и восстановления детали: самый низкий коэффициент экономической эффективности и высокий коэффициент долговечности имеет наплавка в среде углекислого газа. Данный способ восстановления не требует дорогостоящего оборудования, производителен.
Произведён выбор технологических баз - фаски центровых отверстий с установкой детали в центре.
Разработка и нормирование технологических операций сведены в таблице:
|
№ |
005 Наплавочная |
010 Фрезерная |
015 Токарная |
020 Шлифовальная |
025 Токарная |
030 Контрольная |
|
|
1 |
Оборудование |
УД-209, ПСГ500, головка ОКС-125, выпрямитель ВДУ-504, баллон 40-150 |
станок 6Н81Г, фреза 2250-0006, штангенциркуль ШЦ-II-250-0,05 |
станок 16К20, патрон 7108-0028, хомутик 7107-0046, центр А-1-5-Н, 7032-0048 |
станок ЗА164А, полуцентр 7032-0079 Морзе 6 ГОСТ 2576-79, хомутик 7107-0072 |
1А62Г; патрон 7108-0028, хомутик 7107-0046, центр А-1-5-Н, 7032-0048 Морзе 6, Резец 2102-0055 Т15К10, микрометр МК50-1 |
микрометро МК 75-2, штангенциркуль ШЦ-II-250-0.05, пробка 8133-01810Д |
|
2 |
Основное время, мин |
6,4 |
3 |
6,25 |
1 |
6,25 |
10 |
|
3 |
Вспомогательное, мин |
3,9 |
3,8 |
2,4 |
4,2 |
2,4 |
- |
|
4 |
Дополнительное, мин |
1,54 |
0,48 |
1,7 |
0,47 |
1,7 |
- |
|
5 |
Подготовительно-заключительное, мин |
16 |
24 |
12 |
8 |
12 |
- |
|
6 |
Штучно-калькуляционное, мин |
12,24 |
7,28 |
10,35 |
5,68 |
10,35 |
- |
|
7 |
Частота вращения, об/мин |
5 |
137 |
900 |
- |
1200 |
- |
Программа: Компас 3D v

Схемы ремонта и восстановления вала насоса
Код: 03.01.08.15.17.17Программа: Компас 3D v

Ремонтный чертеж корпуса коробки передач МТЗ-80
Код: 03.01.08.15.17.16Количество чертежей: 1 штука

Ремонтный чертеж поршневого пальца
Код: 03.01.08.15.17.15Программа: Компас 3D v

Карта дефектов водяного насоса двигателей тракторов серии МТЗ
Код: 03.01.08.15.17.14Расчетно-пояснительная записка Word: 5 листов
Программа: Компас 3D v

Карты восстановления корпуса подшипников турбокомпрессора
Код: 03.01.08.15.17.13Расчетно-пояснительная записка Word: 7 листов
Программа: Компас 3D v

Карты восстановительных работ корпуса водяного насоса
Код: 03.01.08.15.17.12Расчетно-пояснительная записка Word: 4 листов
Программа: AvtoCAD
Последние просмотренные материалы