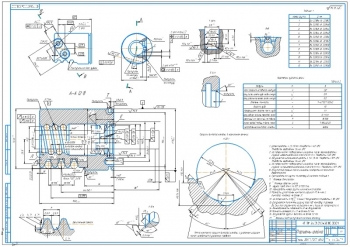
- Планировочный чертеж участка цеха механической обработки детали палец А2
Дополнительные материалы: прилагается расчетно-пояснительная записка на 25 страницах, где ведется проектирование участка механической обработки детали «Палец» в условиях серийного производства.
Приведена характеристика типа производства. Перечислены основные признаки серийного производства:
- станки применяются разнообразных типов (универсальные, специализированные, специальные, автоматизированные);
- работа производится на настроенных станках;
- кадры различной квалификации;
- сборка без пригонки;
- применяется и разметка, и специальные приспособления.
Расположение станков проводится в соответствии с последовательностью технологических операций для одной или нескольких деталей, которые требуют одинакового порядка выполнения операций. Обработка производится партиями.
Приведен эскиз заготовки детали «Палец» и ее масса 0,4 кг.
Также показан технологический процесс в рисунках с описанием переходов и операций. Перечислено применяемое оборудование с перечислением технологических характеристик:
- пилоотрезной станок 8544 с шириной пропила 1,9;
- многошпиндельный горизонтальный прутковый автомат 1Б240-4К мощностью 13 кВт;
- вертикально-сверлильный станок 2Н125 мощностью 1,5 кВт;
- токарно-винторезный станок с ЧПУ 16К30Ф3;
- круглошлифовальный станок 3М151 мощностью 10 кВт.
Определены затраты времени на выполнение операций технологического процесса. В таблице приведены результаты для токарной операции с ЧПУ:
|
№ |
Название |
Значение |
|
1 |
Основное время 1 перехода |
0,0028 мин |
|
2 |
Основное время 2 перехода |
0,22 мин |
|
3 |
Основное время 3 перехода |
0,005 мин |
|
4 |
Время операции |
0,2278 мин |
|
5 |
Вспомогательное время |
1,6 мин |
|
6 |
Подготовительно-заключительное время |
18,75 мин |
|
7 |
Время техобслуживание и на отдых |
0,16 мин |
|
8 |
Штучно-калькуляционное время |
2,03 мин |
Также рассчитано необходимое количество оборудования и его загрузка.
Высчитан средний коэффициент загрузки всего оборудования – 0,29, что меньше чем значение 0,75-0,85.
Определен рабочий состав цеха и его численность по группам:
- Общее количество станочников – 25 чел.;
- Вспомогательных рабочих – 5 чел.;
- ИТР – 4 чел.;
- Численность служащих – 1 чел.;
- Общее число работников – 35чел.
Выбран внутрицеховой транспорт. Поскольку масса детали небольшая (0,4 кг), то для уборки стружки и перемещения деталей использованы ручные передвижные безрельсовые тележки. Для удаления бака со стружкой, ремонта, монтажа, демонтажа оборудования и для получения заготовки применен мостовой опорный кран грузоподъемностью 10 т.
Для цеха выбрано одноэтажное, основное, крановое, многопролётное, прямоугольной формы с полом на бетонном основании и перекрытием, поддерживаемым системой колонн, образующих пролёты цеха, здание.
Спецификация – 1 лист
В программе: Компас 3D v

Планировка производственного участка механического цеха
Код: 03.01.08.01.10.07.23Количество чертежей: 1 штука
В программе: Компас 3D v

Проект механической сборки с графиком загрузки оборудования
Код: 03.01.08.01.10.07.22Количество чертежей: 1 штука
Программа: Компас 3D v

Проект механического участка АТП
Код: 03.01.08.01.10.07.21Спецификация – 1 лист
Программа: Компас 3D v

Чертеж плана слесарно-механического участка
Код: 03.01.08.01.10.07.20Количество чертежей: 1 штука
Спецификация – 1 лист
В программе: Компас 3D v
Последние просмотренные материалы