- Рабочий чертеж фиксатора А4:
Неуказанные предельные отклонения размеров: диаметров – H12, h12, остальных ±IT12/2.
- Чертеж втулки А3
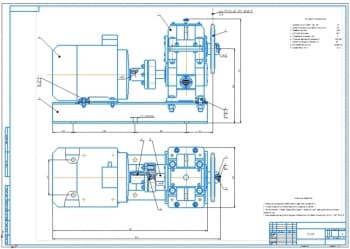
- Муфта А3.
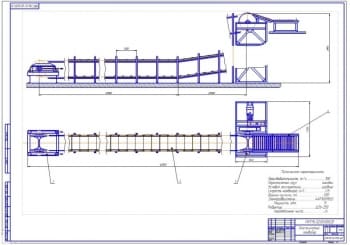
- Чертеж общего вида приспособления для притирки игл форсунок А1.
- Общий вид приспособления для притирки игл форсунок А1.
- Рабочий чертеж оправки А4.
- Чертеж основания А3.
- Рама в сборе.
- Рабочий чертеж стойки А3.
- Упорное кольцо А4.
- Чертеж упорного винта А4.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 17 страницах, где приведено описание разработки универсального приспособления для притирки иглы к распылителю форсунок дизельных двигателей КамАЗ и МАЗ.
Перечислены причины неудовлетворительной работы форсунок и показатели, которые характеризуют их техническое состояние. Корпус и игла – прецизионная пара, потому не подлежат раскомплектованию.
Работу форсунок можно проверить на работающем двигателе, но такая проверка субъективна. Для объективной проверки используют максиметр или устройство КИ-9917 ГОСНИТИ, при этом форсунки не снимают с двигателя. При неудовлетворительных результатах испытаний форсунки снимают с двигателя для ремонта.
Виды проверок форсунок:
- Проверка и регулировка давления начала впрыска топлива. Регулировка для двигателей ЯМЗ проводится при помощи регулировочного винта с одновременным качанием рычага прибора, для двигателей КамАЗ – при помощи регулировочных шайб, точнее измерением суммарной толщины шайб;
- Проверка герметичности иглы по запирающему конусу распылителя проводится при давлении, которое меньше давления впрыска на 1 МПа в течение минуты;
- Проверка качества распыливания топлива. Впрыскивание топлива должно быть туманообразным без капель с равномерным выходом. Начало и конец впрыска четкие. Заключительный этап – контрольный впрыск топлива на писчую бумагу, расположенную на листе фанеры, тонкого металла и т.п. на расстоянии 3-5 мм от носика распылителя. При подтекании необходимо притереть иглу к распылителю;
- Проверка гидравлической плотности форсунки оценивается временем в секундах, в течение которого происходит снижение давления на определенную величину за счет утечек в форсунке;
- Оценка состояния форсунки проводится по мелкости распыливания и углу конуса факела распыла.
Описан технологический процесс притирки. Притирка – снятие тончайших слоев металла при помощи мелкозернистых абразивных порошков в смазке, которую наносят на твердую поверхность сопрягаемых деталей. Используют готовые смеси, т.е. пасту ГОИ. Показана таблица составов паст ГОИ. Зернистость пасты выбирается в зависимости от толщины снимаемого слоя металла. Процесс притирки должен быть не более 5-10 сек. Расстояние между корпусом распылителя и торцом иглы для форсунок ЯМЗ – 0,34-0,04 мм.
Проектируемое устройство состоит из основания со стойкой, на верхней части которой свободно перемещаются упорное кольцо и втулка. Фиксация кольца происходит при помощи винта-фиксатора. Также установлен электродвигатель типа МЭ-11, закрепленный винтом и хомутом, и выключатель.
Работает приспособление так: промытые заранее детали игла-распылитель, помещают в оправку. Потом подводят электродвигатель к оправке так, чтобы игла соединилась с муфтой, которую крепят винтами с валом двигателя и иглой распылителя. Положением упорного кольца регулируется усилие от веса двигателя так, чтобы конусные поверхности пары соприкасались и обеспечивали свободное вращение без остановки двигателя.
Преимущества разрабатываемого приспособления:
- Простота конструкции, возможность изготовления на любом предприятии;
- Компактность, мобильность, безопасность;
- Так как работа выполняется сидя, то рабочий не испытывает больших нагрузок;
- Возможность повторного использования восстановленных деталей.
Рассчитана необходимая мощность электродвигателя – 0,3 кВт.
Выполнены прочностные расчеты шпоночного соединения вала с муфтой, болтового соединения и сварного шва. Подучены следующие показатели:
- Напряжения смятия в шпонке - 30,25 МПа;
- Среднее допустимое напряжение на срез – 61 МПа;
- Диаметр болта – 27 мм;
- Напряжение сварного шва – 7,14 кг/см2.
Проведен расчет затрат для технико-экономической оценки разработки. Данные занесены в таблицу:
|
№ |
Название |
Значение |
|
1 |
Стоимость изготовления корпусных деталей |
48,88 руб. |
|
2 |
Стоимость сварочных работ |
1648,98 руб. |
|
3 |
Стоимость изготовления деталей на металлорежущих станках |
2172,2 руб. |
|
4 |
Стоимость сборочных работ |
203,81 руб. |
|
5 |
Общепроизводственные (цеховые) накладные расходы на изготовление |
1010,66 руб. |
|
6 |
Общехозяйственные накладные расходы |
356,7 руб. |
|
7 |
Общие затраты |
4451,84 руб. |
|
8 |
Экономическая эффективность вложений |
2720 руб. |
|
9 |
Срок окупаемости |
1,63 года |
|
10 |
Годовой экономический эффект |
1752,3 руб. |
Выполнены прочностные расчеты сварного, болтового и шпоночного соединений. Определены затраты на изготовление приспособления. Найден годовой экономический эффект от внедрения – 1752,3 руб. и срок окупаемости – 1,63 года.
Спецификация – 9 листов
В программе: Компас 3D v

Угловая шлифовальная машина болгарка
Код: 03.01.08.04.00.08.07Количество чертежей: 1 штука
В программе: Компас 3D v

Установка для прогонки резьбы вала якоря генератора 6606-72А
Код: 03.01.08.04.00.08.06Количество чертежей: 2 штуки
Спецификация – 1 лист
Программа: Компас 3D v

Конструктивная разработка устройства по восстановлению гильз цилиндров
Код: 03.01.08.04.00.08.05Количество чертежей: 3 штуки
Спецификация – 3 листа
Программа: Компас 3D v

Оправка для шлифовки для обработки деталей
Код: 03.01.08.04.00.08.04Количество чертежей: 12 штук
Спецификация – 1 лист
Программа: Компас 3D v

Конструктивная разработка переносного хонинговального станка для ЯМЗ-236 и ЯМЗ-238
Код: 03.01.08.04.00.08.03Количество чертежей: 3 штуки
Спецификация – 4 листа
Программа: Компас 3D v

Чертеж автомата для заточки сверл
Код: 03.01.08.04.00.08.02Спецификация – 1 лист
Программа: Компас 3D v