Перечень чертежей:
- Маршрут сборки амортизатора ЗИЛ-501 А1 со схемами:
Сборки амортизатора
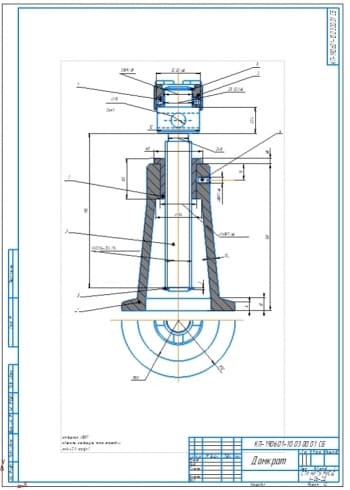
Сборки клапана сжатия
Сборки штока
Сборки резервуара
- Чертеж схемы сборки амортизатора ЗИЛ-501 с таблицей сборочных переходов.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 9 страницах, где описана разработка маршрута сборки амортизатора ЗИЛ-501
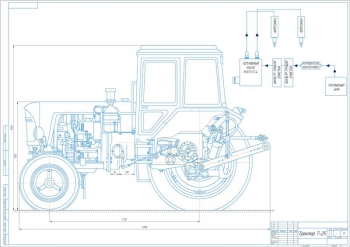
Амортизатор служит для гашения колебаний и поглощения ударов и толчков, действующих на корпус. Работа амортизатора основана на возвратно-поступательном движении поршня. Внутри использованы минеральные масла. В конструкцию амортизатора входит 39 деталей и сборочных единиц. Годовая программа – 50000 шт./год.
Рассчитан такт выпуска изделий 4,8 мин/шт. Далее определено количество рабочих мест – 2 и коэффициент закрепления операций – 19,5. На основе этих данных выбран крупносерийный тип производства с поточным методом.
Для сборки амортизатора выбран метод полной взаимозаменяемости, т.к. присутствуют соединения не требующие точности размеров выше седьмого квалитета.
Для оценки технологичности конструкции учитываются два фактора:
- Качественный: резервуар в сборе – базовая деталь устройства. Большинство сборочных единиц и деталей амортизатора не требуют контроля при установке. Возможность разделения процесса сборки на этапы, т.к. имеется несколько сборочных единиц. Для выполнения резьбовых и сварных соединений можно использовать «гайковерты», сварочные станки и спецключи;
- Количественный. Здесь рассчитывается обобщенный коэффициент технологичности – 0,71.
Принят уровень автоматизации – автоматизированная сборка. Ручной труд максимально механизирован и применяется только для сборки плохо ориентируемых деталей при сложном доступе к месту установки.
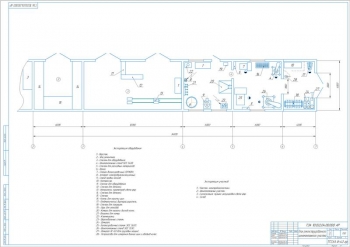
Перечислены основные классификационные признаки сборочного оборудования, по которым выбирается конвейер:
- траектория движения конвейера - замкнутая;
- количество позиций - 11;
- вид связей - жесткие;
- наличие спутников – применены для сборки клапанов;
- тип компоновки оборудования – горизонтально замкнутый конвейер;
- вид скорости движения конвейера - пульсирующий.
Таким образом принят тип сборочного оборудования – автоматизированная линия сборки со спутниками.
В приложении приведен комплект технологической документации процесса сборки амортизатора.
В ходе выполнения работ был проведен анализ технологичности конструкции амортизатора. Определен такт выпуска, количество рабочих мест и коэффициент закрепления операций. По итогам этих расчетов выбран крупносерийный тип производства с поточным методом.
Определен уровень автоматизации – автоматизированная сборка, где ручной труд максимально механизирован.
Выбрано оборудование – автоматизированная линия сборки со спутниками.
В программе: Компас 3D v

Чертеж разборки головки блока цилиндров ЗИЛ-130
Код: 03.01.08.07.85Количество чертежей: 1 шт.
В программе: Компас 3D V

Схема сборки лопастного гидравлического насоса ГУР
Код: 03.01.08.07.83Программа: Компас 3D v

Технология сборки генератора постоянного тока
Код: 03.01.08.07.82Программа: Компас 3D v

Технологическая карта сборки двигателя автомобиля
Код: 03.01.08.07.80В программе: Компас 3D

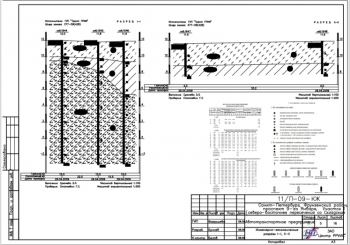
Схема структуры ремонтно-обслуживающей базы
Код: 03.01.08.07.91Программа: Компас 3D v