Перечень чертежей:
1. Чертеж схемы технологического процесса нанесения лакокрасочного материала при покраске кузовных элементов и кузовов автотранспортных средств на малярном участке А1с операциями:
Мойка поверхности
Обдув поверхности
Обезжиривание поверхности
Нанесение грунта
Нанесения шпаклевки
Нанесение грунт-наполнителя
Моделирование поверхности
Нанесение лакокрасочного материала
Сушка лакокрасочного материала
Удаление перехода
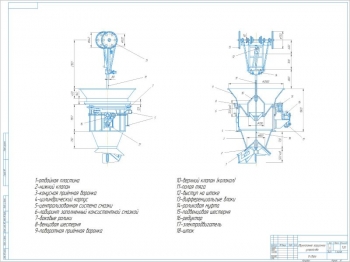
Технологическое оборудование на молярном участке:
- Окрасочно-сушильная камераColor Tech СТ 7000-МВ
- Мобильное подготовительное место с пленумом Duster 3000 Downdraft
- Краскосмесительное оборудованиеBASF Flexmix 219
- Камера для сравнения цветов DESKTOP ET-Man
- Компрессор АВАС GENESIS 11
- Передвижной стол-склад дл яхранения материалов СОLAD
- Мобильная инфракрасная установка IRT
- Комплект пистолетов для нанесения красок, жидких шпатлевок и грунтовок SATA
- Машинка полировальная FESTOOL
- Машинка шлифовальная FESTOOL
Строение лакокрасочного покрытия:
1 - Окрашиваемая поверхность;
2 - Грунтовка;
3 - Местная шпаклевка;
4 - Грунтовка (наполнитель, порозаполнитель);
5 - Слои эмали
Дополнительные материалы: Пояснительная записка на 7 стр.
В пояснительной записке была выполнена разработка технологического процесса на малярном участке. Процесс подготовки к окраске и сама окраска включает в себя несколько этапов. Все технологические операции выполняются с помощью специализированного оборудования.
Технологический процесс нанесения лакокрасочного материала состоит из следующих операций:
- Мойка поверхности;
- Обдув поверхности;
- Обезжиривание поверхности;
- Нанесение грунта;
- Нанесение шпатлевки;
- Нанесение грунта-выравнивателя;
- Моделирование поверхности;
- Нанесение лакокрасочных материалов (ЛКМ);
- Сушка ЛКМ;
- Удаление перехода.
Мойка поверхности. В соответствии с технологическим процессом кузова автомобилей сначала обрабатываются 6 % - ным раствором каустической соды с температурой 70 – 80 ºС в течение 15 минут. После окончания отлива дается 5 – минутный сток. Раствор стекает из изделия, по сливной трубе из днища агрегата снова возвращается в ванну с этим раствором. Из ванны в агрегат раствор подается факельным насосом. Для подогрева раствора в ванне расположены змеевики.
После стока раствора поверхность кузова промывается горячей водой при температуре 80 – 90 ºС в течение 15 мин. из контуров, аналогичных контурам для обработки каустическим раствором.
После 5 – минутного стока раствора кислоты кузов промывается холодной водой в течение 5 минут через горизонтальные промывочные контуры, затем в течение 5 минут вода стекает, сливается в канализацию.
Для удаления паровоздушной смеси в агрегате предусмотрены вытяжные вентиляторы, встроенные в корпуса, которые включаются за 1 мин до начала передвижения изделия и работают до закрытия дверей камеры. Внутри агрегата установлены четыре светильника.
Обезжиривание поверхности. Для улучшения санитарно-гигиенических условий труда и устранения взрывопожарной опасности на производстве для обезжиривания применяют щелочные моющие препараты. К ним относятся растворы, в состав которых входят 5 – 10 г/л моноэталонамина и 2 – 5 г/л ОП-10, а также моющий препарат КМ-1, 5 – 10 г/л представляет собой сухой порошок, готовый к употреблению. Средний расход моющих композиций составляет 3 – 10 г на 1 м2 обрабатываемой поверхности.
Фосфатирование. Для повышения стойкости красочной пленки очищенную поверхность обрабатывают раствором фосфорно-кислых солей, что обеспечивает хорошую смачиваемость окрашиваемой поверхности применяемой краской. Образующаяся при этом фосфатная пленка в сочетании с лакокрасочным покрытием создает прочную, долговечную защитную пленку.
Нанесение грунта. Для того, чтобы грунт обеспечил хорошее сцепление с окрашиваемой поверхностью и с последующими слоями покрытия, необходимо правильно его выбрать и соблюдать условия нанесения, предусмотренные технологическим процессом. Грунт наносят равномерным тонким слоем (18 – 20 мкм) на предварительно очищенную и обезжиренную поверхность. Для лучшего смачивания окрашиваемой поверхности и сцепления последней, а также для получения тонкого слоя рабочая вязкость грунта должна быть меньшей, чем вязкость краски, применяемой для последующих слоев покрытия и должна составлять 20 – 24 … (за исключением фосфатирующих).
Нанесение шпатлевки. Шпатлевание предназначено для сглаживания шероховатостей и незначительных неровностей на окрашиваемой поверхности. Шпатлевка представляет собой густую пастообразную массу, состоящую из пигментов наполнителей, затертых на различных веществах. В зависимости от применяемого пленкообразующего вещества шпатлевки различают: нитроцеллюлозные, алкидно- и эпоксидные.
Моделирование поверхности. Шлифование предназначается для сглаживания поверхностей, шероховатостей, оставшихся после нанесения шпатлевки. Оно применяется также для создания лучшего сцепления между слоями покрытия. Шлифуют промежуточный и последний слой шпатлевки после высыхания каждого слоя. Во избежание образования пыли и для обеспечения тонкости шлифования, рекомендуется применять мокрое шлифование водостойкой шкуркой. При этом обрабатываемую поверхность обильно смачивают водой.
Нанесение ЛКМ. После грунтования, шпатлевания и шлифования наносятся последующие верхние слои покрытия, число которых зависит от свойств лакокрасочного материала (вязкость, укрываемость), способов его нанесения и эксплуатационных свойств.
Лакокрасочные покрытия и технологический процесс их нанесения. Для защиты деталей автомобиля от разрушений из-за атмосферных воздействий и придания им декоративного вида применяют различные системы покрытий.
Система покрытий – это сочетание последовательно нанесенных слоев лакокрасочных материалов различного назначения. Использование системы покрытий непосредственно связана с невозможностью в одном материале сочетать все свойства, которыми должно обладать покрытие.
В программе: Компас 3D v

Технологическая схема ремонта ТНВД
Код: 03.01.08.07.44Количество чертежей: 1 штука
В программе: АvtoCAD

Схема разборки компрессора автомобиля КамАЗ
Код: 03.01.08.07.43Количество чертежей: 1 штука
В программе: Компас 3Dv

Схема разборки регулятора топливного насоса МТЗ-80
Код: 03.01.08.07.42Количество чертежей: 1 штука
В программе: Компас 3Dv

Сборка-разборка генератора постоянного тока Г-130Г
Код: 03.01.08.07.41Количество чертежей: 1 штука
В программе: Компас 3Dv

Ремонт головки цилиндров СМД-62 трактора Т-150К
Код: 03.01.08.07.40Количество чертежей: 1 штука
В программе: Компас 3Dv

Схемы организации ТО и ТР на АТП
Код: 03.01.08.07.39Количество чертежей: 1 штука
В программе: Компас 3Dv