- Карты технологического процесса восстановления корпуса подшипников турбокомпрессора А1.
- Ремонтный чертеж корпуса подшипников турбокомпрессора А1:
Корпус не принимается в ремонт при наличии трещин, проходящих через посадочные отверстия.
Указаны размеры для справок.
Неуказанные предельные отклонения размеров ±JT14/2.
На рабочих поверхностях допускается наличие пор диаметром не более 2 мм, глубиной не более 1 мм не более одной на 1 см2.
Остальные технические требования по ОСТ 70.009.003-84.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 4 страницах, где описан технологического процесса восстановления корпуса подшипников турбокомпрессора транспортного средства из серого чугуна СЧ 21.
При эксплуатации турбокомпрессора возможны такие неисправности корпуса подшипников, как износ отверстий под втулки или уплотнительные кольца, обломы или трещины разного расположения и размера, износ и повреждение резьбы в отверстиях корпуса и шпилек.
Если трещины нарушают герметичность, то такие корпуса бракуют. Заварку трещин проводят электродом, а затем шов зачищают заподлицо с основным материалом.
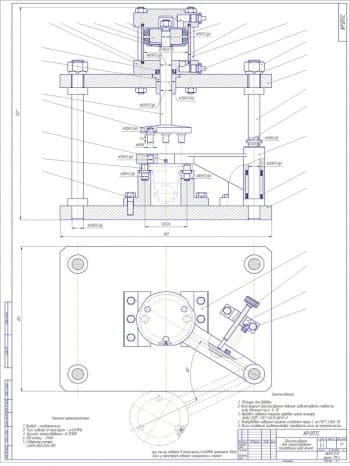
Восстановление внутренних поверхностей методом постановки ремонтных втулок проводят при их износе до диаметра более 23,013 мм. Показан рисунок корпуса подшипников методом восстановления установки ремонтных втулок.
Технологический порядок данного метода следующий: в приспособление устанавливают корпус подшипников и на станке 16К2 растачивают три отверстия под ремонтные втулки. Затем корпус нагревают до температуры 220-250 °С и запрессовывают три втулки. Выступание втулок над поверхностью не допускается. Далее отверстия во втулках растачивают окончательно под притирку. Также протачивают четыре канавки под упорные кольца. Притирка отверстий производится на вертикально-хонинговальном станке ОФ-26А в приспособлении. В качестве притирочного материала использована паста М14 с помощью чугунного притира. В конце обработки корпус промывают для удаления следов притирочной пасты. Контроль отверстия выполняется при помощи установочного эталонного кольца.
При повреждении или износе резьбы на шпильках, их заменяют новыми. Сорванную или изношенную резьбу в отверстиях восстанавливают нарезкой резьбы ремонтного размера или установкой ввертышей.
В ходе выполнения работы были описаны неисправности корпуса подшипников.
Подробно рассмотрен технологический процесс восстановления внутренних поверхностей методом установки ремонтных втулок.
В программе: Компас 3D v

Восстановление нижнего вала ботвоуборочной машины БМ-6
Код: 03.01.08.15.17.39Количество чертежей: 1 штука
В программе: Компас 3D v

Ремонтный чертеж с дефектовочной картой коленчатого вала ЯМЗ-240
Код: 03.01.08.15.17.38Количество чертежей: 1 штука
В программе: Компас 3D v

Технологически-операционные карты сборки двигателя УМЗ
Код: 03.01.08.15.17.37Количество чертежей: 2 штуки
В программе: Компас 3D v

Карта дефектации и схемы ремонта турбокомпрессора ЯМЗ
Код: 03.01.08.15.17.36Количество чертежей: 2 штуки

Карты восстановления впускного клапана
Код: 03.01.08.15.17.35Количество чертежей: 3 штуки
В программе: Компас 3D v

Исследование дефектов крана типа КС-4572
Код: 03.01.08.15.17.34Количество чертежей: 3 штуки
В программе: Компас 3D v
Последние просмотренные материалы