- Структурная схема разборки А2.
- Чертеж впускного клапана А2 с таблицей дефектов:
50-60 HRCэ
Указаны размеры для справок.
H14, ±JT14/2.
Остальные технические требования по ТК 10-05.0001.017-87.
Клапан не принимается на восстановление при наличии трещин, изломов рабочей поверхности, овальности и конусности более 0,02, биении головки относительно стержня более 0,03, а также при несоответствии требованиям ТК 10-05.0001.049-87.
- Технологические карты процесса восстановления впускного клапана А1.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 15 страницах, где описана разработка технологического процесса восстановления впускного клапана газораспределительного механизма ДВС.
Большинство неисправностей возникает из-за неплотной посадки клапана на седло вследствие износа седла, направляющей втулки, фаски и стержня клапана. Из-за тяжелых условий работы для клапанов используют специальные жаропрочные материалы - стали и сплавы с большим содержанием хрома (10% и более), никеля, вольфрама или молибдена.
Разработана структурная схема разборки. Перед разборкой двигатель тщательно очищают и устанавливают на специальный стенд для разборки.
Спроектирован технологический процесс восстановления клапана. Для этого сначала проводят анализ условий работы и дефекты восстанавливаемой детали. приведена таблица дефектов и методов их контроля.
Рассмотрены способы восстановления детали. К ним относится шлифовка на специальных станках СШК-3 или 2414, наплавка с последующей механообработкой, притирка на станках ОПР-1841А и беспритирочная технология ремонта.
Износ стержней клапанов восстанавливают железнением или электролитическим хромированием. Для выбора рационального способа восстановления выполнен расчет площади восстановления для комплекта впускных клапанов, себестоимости самого восстановления и коэффициента долговечности. В результате выбран способ электролитического хромирования.
Для восстановления хромированием применена гальваническая установка ОРГ-10578, состоящая из ванн травления, обезжиривания и хромирования, трех ванн горячей промывки, двух ванн холодной промывки, ванны нейтрализации, трех источников постоянного тока, электротельфера, трех пультов управления и тележки для фильтрации электролита. Приведена таблица технологического маршрута ремонта. Применен водный раствор серной кислоты и хромового ангидрида в качестве электролита. Хромирование состоит из трех групп операций – подготовка, нанесение слоя хрома, обработка покрытия. Продолжительность процесса зависит от состава электролита, толщины покрытия и режима работы ванны. Шлифование и полирование ведут с помощью кругов или непрерывной гибкой абразивной ленты.
Рассчитано штучное время операции хромирования– 1,9 ч.
Газораспределительный механизм – механизм, который осуществляет открытие и закрытие впускных и выпускных клапанов двигателя. Классифицируют данный механизм по:
- Числу распределительных валов;
- Приводу распределительного вала;
- Числу на цилиндр;
- Расположению распределительного вала.
Клапан – один из основных элементов газораспределительного механизма, предназначенный для своевременного впуска свежего заряда воздуха или горючей смеси (впускной клапан) и для выпуска отработавших газов (выпускной клапан).
В ходе выполнения работы было рассмотрено назначение газораспределительного механизма и неисправности клапанов. Разработана структурная схема разборки механизма.
Спроектирован технологический процесс восстановления впускного клапана. Доя этого сначала рассмотрены дефекты и способы их восстановления. Выбран наиболее рациональный способ ремонта стержня и приведена таблица технологического маршрута процесса восстановления. Определено штучное время на операцию хромирования.
В программе: Компас 3D v

Исследование дефектов крана типа КС-4572
Код: 03.01.08.15.17.34Количество чертежей: 3 штуки
В программе: Компас 3D v

Карта восстановления и дефектов вала ленточного конвейера
Код: 03.01.08.15.17.33Количество чертежей: 1 штука
Программа: Компас 3D v

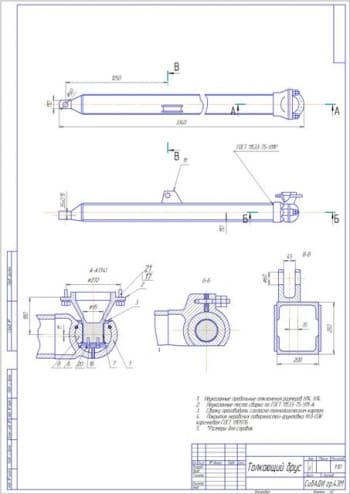
Проект ремонта балочной стрелы башенного крана КБ-401П
Код: 03.01.08.15.17.32Количество чертежей: 2 штуки
Спецификация – присутствует на чертеже
Программа: Компас 3D v

Карта восстановления гильзы цилиндров ДВС автомобиля КамАЗ-740
Код: 03.01.08.15.17.31Количество чертежей: 1 штука
Программа: Компас 3D v

Операционные карты восстановления поршневого пальца
Код: 03.01.08.15.17.30Количество чертежей: 2 штуки
Программа: Компас 3D v

Чертеж карты дефектов турбокомпрессора
Код: 03.01.08.15.17.29Количество чертежей: 1 штука
Последние просмотренные материалы