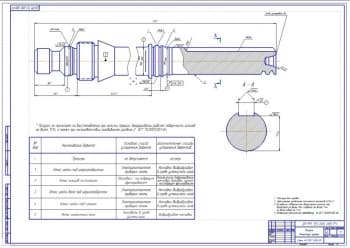
- Ремонтный чертеж корпуса шестеренчатого насоса А1 с таблицей дефектов:
Твердость поверхности корпуса не ниже HRB 60.
На поверхности, после обжатия, допускаются мелкие трещины и раковины диаметром до 1 мм глубиной до 0,5 мм.
Восстановленная резьба должна быть чистой и ровной. Обрыв витка на длину не более 2 мм по длине.
Коробление прилегающих поверхностей не более 0,2 мм по длине.
Нарушение взаиморасположения резьбовых отверстий не более 0,1 мм.
- Ведомость технологических документов на ремонт корпуса насоса.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 14 страницах, где описана разработка технологического процесса восстановления корпуса гидравлического шестеренчатого масляного насоса НШ-32.
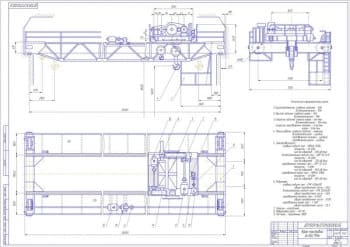
Приведено описание устройства и характер износа масляного насоса НШ-32. Масляный насос является источником энергии в гидросистеме сельскохозяйственных машин. Насос типа НШ-32 состоит из ведомой и ведущей шестерни, корпуса овальной формы с двумя колодцами, четырех опорных втулок из специального антифрикционного алюминиевого сплава и крышки. Шестеренчатые насосы подвержены гидроударам, кавитации и абразивному износу, т.к. они работают в тяжелых условиях. Расписаны дефекты деталей насоса:
- В корпусе колодцы изнашиваются со стороны камеры всасывания, возможен срыв резьбы, коробление прилегающих поверхностей и трещины корпуса;
- На торцевых плоскостях зубьев появляются канавки и выпуклости из-за неравномерности изнашивания. Дефекты цапф шестерни – биение, конусность, эллипсность;
- Втулки изнашиваются по стыковой плоскости, по внутренним цилиндрическим поверхностям в местах сопряжения с цапфами шестерен, в местах касания корпуса и крышки насоса;
- У крышки насоса появляется коробление привалочной плоскости, износ отверстий и забоины внутренней поверхности.
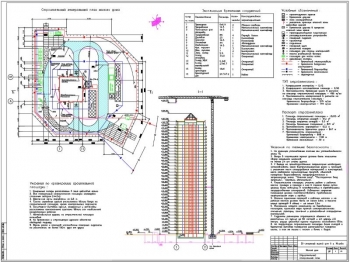
Программа восстановления детали выбирается в зависимости от вида и программ ремонта. При разработке маршрута технологии восстановления выполняют следующее:
- Дефектация – определение степени годности деталей;
- Группировка дефектов в маршруты;
- Число маршрутов и присвоение им номеров.
Насос очищают, разбирают и тщательно измеряют для определения видов износа.
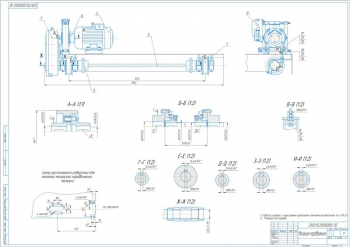
Выбор рационального способа восстановления корпуса насоса зависит от технологического, технического и технико-экономического критериев. Для восстановления корпуса отобраны такие способы, как постановка переходных гильз, аргонно-дуговая сварка, обжатие, обработка под ремонтный размер и наращивание полимерными материалами. После проведения расчетов критериев, выбран способ восстановления обжатие с последующей механической обработкой. Составлена таблица технологического процесса восстановления с оборудованием.
Расписана технология и режимы восстановления детали. Корпуса тщательно отмывают и затем помещают в электронагревательную печь, где нагревают их до 500-510° С. Выдержка при этой температуре – 60-90 мин. Потом корпус обжимают в специальном приспособлении. Обжатый корпус снова нагревают в печи, а затем закаливают. Потом снова нагревают и отпускают в течение 4-6 часов.
После этого привалочную поверхность обрабатывают наждачной шкуркой и высверливают два отверстия, установив корпус на кондукторную плиту. Затем проводят расточку колодцев под уменьшенный ремонтный размер на фрезерных или расточных станках. Глубина обработки проверяется приспособлением. В отверстиях с сорванной резьбой нарезают резьбу ремонтного размера. Все резьбы отверстий под крышки и угловые муфты у обжатого корпуса прорезаются метчиком.
Проведен расчет режимов резания для растачивания и норм времени на обжатие и растачивание. В таблицу занесены данные для растачивания:
|
№ |
Название |
Значение |
|
1 |
Число оборотов шпинделя |
500 мин-1 |
|
2 |
Подача |
0,78 мм/об |
|
3 |
Окружная скорость |
1,57 м/сек |
|
4 |
Глубина резания |
1,5 мм |
|
5 |
Мощность резания |
1,47 кВт |
|
6 |
Машинное время |
0,4 мин |
|
7 |
Дополнительное время |
0,04 мин |
|
8 |
Подготовительно-заключительное время |
15 мин |
|
9 |
Норма времени на растачивание |
25,44 мин |
В ходе проведения разработки было рассмотрено назначение масляного корпуса, его устройство и характеры износа.
Разработана карта технологического процесса дефектации корпуса насоса и выбран наиболее рациональный способ восстановления по технико-экономическому критерию.
Описана технология восстановления корпуса и рассчитаны режимы резания и нормы времени.
В программе: Компас 3D v

Проект восстановления тормозного барабана ВАЗ-2108
Код: 03.01.08.15.17.43Количество чертежей: 3 штуки
В программе: Компас 3D v

Восстановление привалочной плоскости головок блока цилиндров ЗИЛ
Код: 03.01.08.15.17.42Количество чертежей: 3 штуки
В программе: Компас 3D v

Карты технологического ремонта топливоподкачивающего насоса
Код: 03.01.08.15.17.41Количество чертежей: 2 штуки
В программе: Компас 3D v

Технологический процесс восстановления корпуса турбокомпрессора
Код: 03.01.08.15.17.40Количество чертежей: 2 штуки
В программе: Компас 3D v

Восстановление нижнего вала ботвоуборочной машины БМ-6
Код: 03.01.08.15.17.39Количество чертежей: 1 штука
В программе: Компас 3D v

Ремонтный чертеж с дефектовочной картой коленчатого вала ЯМЗ-240
Код: 03.01.08.15.17.38Количество чертежей: 1 штука
В программе: Компас 3D v