- Маршрутная карта восстановления А2 с наименованием и содержанием операций, оборудованием и приспособлениями:
- 005 Токарная;
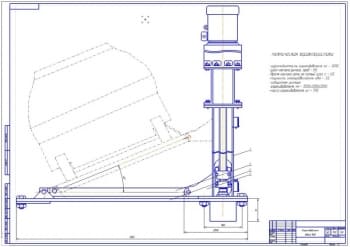
- 010 Наплавочная;
- 015 Токарная;
- 020 Фрезерная;
- 025 Слесарная.
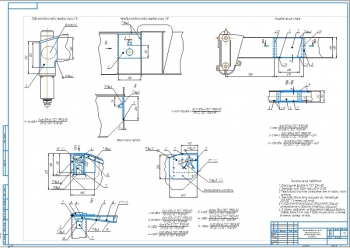
2, 3, 4 Чертёж операционной карты механической обработки А3 с эскизом, операцией, материалом, приспособлением, инструментом, содержанием перехода, расчётными размерами и режимом обработки:
- Токарная, фрезерная, слесарная.
5. Рабочий чертёж операционной карты наплавки А3 с содержанием перехода, размерами, режимом и расходом материала:
- Установить и закрепить деталь;
- Наплавить поверхность;
- Снять деталь.
6. Ремонтный чертёж оси колеса А2 с габаритными размерами, выносным элементом, назначением материала для изготовления, наименованием дефектов и способов их устранения:
- Износ посадочного места под подшипник – наплавка в среде углекислого газа;
- Повреждение резьбы – установка спиральной вставки;
- Износ шпоночного паза – фрезерование под шпонку увеличенного размера.
Дополнительные материалы: расчётно-пояснительная записка прилагается на 27 страницах. В пояснительной записке рассмотрен процесс восстановления оси колеса комбайна Енисей:
Проведён анализ дефектов детали с целью выявления целесообразности устранения дефектов:
- Износ посадочного места под подшипник – 1,68 и 1,72;
- Нарушение внутренней резьбы – 0,7;
- Износ прямоугольного шпоночного паза - 0,2.
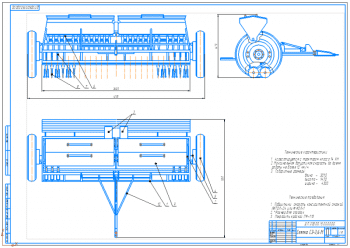
Рассмотрен технологический процесс разборки сборочной единицы: составление карты эскизов, разработка маршрутной карты разборки, карты типового технологического процесса очистки. На рисунке представлена структурная схема разборки узла.
Представлен технологический процесс дефектации, где каждая деталь - совокупность поверхностей, имеющих свои дефекты, при которых установлена достаточно стабильная величина повторяемости дефектов каждой поверхности.
Рассмотрены маршруты восстановления детали, где принята подефектная технология из-за небольшой программы восстановления. Детали для восстановления скомплектованы только по наименованиям. Сочетания дефектов в маршрутах восстановления оси колеса комбайна Енисей-1200Н сведены в таблицу и восстановление проведено по маршруту, когда наблюдается сочетание всех дефектов.
Произведён выбор рационального способа восстановления: дефекты 1, 2 наплавкой в среде СО2, 4 – фрезерованием под шпонку увеличенного размера, 3 – установкой спиральной вставки. Технико-экономическая характеристика способов восстановления дефектов оси колеса комбайна «Енисей-1200Н» представлена в таблице.
Рассмотрен расчет режимов основных технологических операций, выбор ремонтных материалов и оборудования:
- Механическая обработка охарактеризована высокой твёрдостью, неравномерностью распределения припуска на обработку, неоднородностью свойств обрабатываемой поверхности;
- Основные виды обработки: токарная и шлифовальная.
Выбор режимов резания при предварительной обработке сведён в таблице:
|
№ |
Наименование |
Поверхность 1 |
Поверхность 2 |
|
1 |
Частота вращения детали, мин-1 |
160 |
127,4 |
|
2 |
Скорость резания, м/мин |
33,8 |
33,8 |
|
3 |
Основное время, мин |
6 |
3,9 |
Представлен способ - наплавка в среде углекислого газа:
- Достоинства - меньшая стоимость, возможность наложения неудобных швов сложной конфигурации, видимость сварочной ванны, высокая производительность, возможность восстановления детали малого диаметра и толщины;
- Недостаток - склонность наплавленного слоя к образованию трещин и выгорание легирующих элементов;
- Твердость слоя - НВ 200-250;
- Для восстановления детали выбрана проволока наплавочная Св-12ГС, установка для дуговой наплавки УД-209;
- Диаметр электродной проволоки – 1,6 мм, сила тока – 170А, напряжение наплавки – 20В;
- Шаг наплавки - 3,5 мм/об, скорость – 27,3-27,7 м/ч;
- Смещение электрода – 0,1 мм;
- Расход углекислого газа 8 – 20 м3/мин.
Расчет нормы времени при автоматической наплавке представлен в таблице:
|
№ |
Наименование, мин |
Поверхность 1 |
Поверхность 2 |
|
1 |
Вспомогательное |
2-4 |
2-4 |
|
2 |
Подготовительно–заключительное |
16-20 |
16-20 |
|
3 |
Основное |
7 |
9,5 |
|
4 |
Дополнительное |
1,1 |
1,35 |
|
5 |
Норма времени |
28,1 |
30,85 |
Произведён выбор режимов резания при окончательной обработке:
|
№ |
Наименование |
Поверхность 1 |
Поверхность 2 |
|
1 |
Глубина резания, мм |
0,1 |
0,1 |
|
2 |
Подача резца,мм/об |
0,5 |
0,5 |
|
3 |
Коэффициент |
0,25 |
0,25 |
|
4 |
Частота вращения, м/мин-1 |
318,5 |
254,7 |
|
6 |
Окружная скорость вращения, м/мин |
45,6 |
45,6 |
|
8 |
Основное время, мин |
0,28 |
0,38 |
Выполнен расчет восстановления шпоночного паза:
- Способ – фрезерование под шпонку увеличенного размера;
- Расчетная длина обработки – 37 мм;
- Фреза врезана в деталь по центру шпоночного паза, снимая с боковых поверхностей слой металла до устранения следов износа;
- Принята фреза диаметром 10 мм, скорость резания - 30 м/мин, подача - 0,10 мм/об;
- Частота вращения шпинделя - 980 мин-1, минутная подача фрезы – 100 мм/мин, фактическая скорость резания – 30,772 м/мин, основное время – 0,38 мин, вспомогательное – 10,61 мин, дополнительное – 0,03 мин, штучное – 11,02 мин.
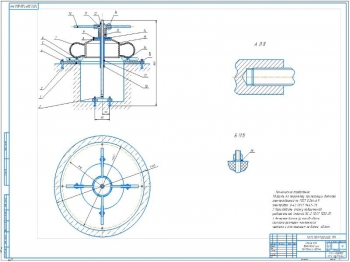
Рассмотрено восстановление внутренней резьбы с помощью спиральных вставок:
- Выбрана резьбовая вставка M16x1,5, диаметр сверла под резьбу вставки – 16,5 мм, размер резьбового отверстия - M18x1,5;
- Представлена таблица с размерами рассверливаемых отверстий;
- Расчетная длина обработки – 35 мм, подача – 15 м/мин, скорость резания – 15,54 м/мин, частота вращения шпинделя станка – 300 мин-1;
- Основное время на сверлильную обработку – 0,13 мин, вспомогательное – 1,8 мин, оперативное – 1,93 мин, дополнительное – 0,12 мин, штучное – 2,05 мин;
- Нарезанное резьбовое отверстие продуто сжатым воздухом для удаления стружки;
- С помощью ключа ввернута вставка в деталь до тех пор, пока последний виток не будет утопать от поверхности детали на глубину 0,5-1,0 мм;
- Технологический поводок вставки удалён с помощью бородка.
Программа: Компас 3D v

Проект восстановления коробки передач трактора МТЗ-80
Код: 03.01.08.15.17.19Количество чертежей: 2 штуки
Программа: Компас 3D v

Проект восстановления вала вакуумного насоса
Код: 03.01.08.15.17.18Количество чертежей: 1 штука
Программа: Компас 3D v

Схемы ремонта и восстановления вала насоса
Код: 03.01.08.15.17.17Программа: Компас 3D v

Ремонтный чертеж корпуса коробки передач МТЗ-80
Код: 03.01.08.15.17.16Количество чертежей: 1 штука

Ремонтный чертеж поршневого пальца
Код: 03.01.08.15.17.15Программа: Компас 3D v

Карта дефектов водяного насоса двигателей тракторов серии МТЗ
Код: 03.01.08.15.17.14Расчетно-пояснительная записка Word: 5 листов
Программа: Компас 3D v