Перечень чертежей:
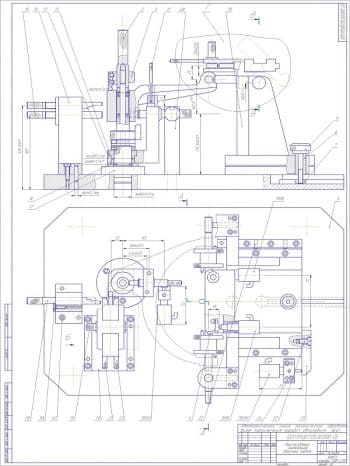
1. Чертеж маршрута технологического процесса обработки детали «Вилка» самосвала Урал-55571-30 А1 с рабочими размерами, допусками и обозначением операций:
- Операция 05. Вертикально-сверлильная
- Операция 10. Горизонтально-фрезерная
- Операция 15. Вертикально-сверлильная
- Операция 20. Вертикально-сверлильная
- Операция 30. Горизонтально-фрезерная
- Операция 35. Горизонтально-фрезерная
- Операция 40. Химико-термическая
- Операция 45. Плоскошлифовальная
- Операция 50. Плоскошлифовальная
Дополнительные материалы: Выполнены расчетно-пояснительная записка на 15 страницах, операционные карты на 9 листах и карты эскизов на 9 страницах. В записке проведены анализ технологичности детали и выбор заготовки и метода ее получения.
Вилка включения отбора мощности самосвала «Урал-55571-30» с колёсной формулой 6х6 - это деталь, служащая для передвижения зубчатой муфты по поверхности шлицевого вала. Находится в узле отбора мощности раздаточной коробки.
Рабочие поверхности лапок вилки обрабатываются на проход. Все обрабатываемые отверстия сквозные. Глухих отверстий деталь не имеет.
Материал для заготовки — Сталь 15X ГОСТ 8479-70: углеродистая качественная низколегированная конструкционная сталь.
В качестве заготовки для изготовления детали применяется штамповка.
Выбраны методы обработки заготовки:
|
№ поверхности |
Квалитет |
Шероховатость по поверхности |
Метод обработки |
|
1,2 |
7 |
Rа1,6 |
Однократное фрезерование двумя фрезами ХТО Однократное шлифование |
|
3 |
7 |
Rа1,6 |
Сверление Развертывание |
|
4 |
7 |
Rа1,6 |
Нарезание резьбы |
|
5 |
14 |
Rа1,6 |
Фрезерование однократное |
|
6 |
7 |
Rɑ1,6 |
Сверление Развертывание. |
|
7,8,9,10 |
12 |
Rɑ1,6 |
Однократное фрезерование двумя фрезами Однократное шлифование |
Назначены припуски на обрабатываемые поверхности.
Разработан маршрут обработки детали и произведен выбор технологической оснастки:
- Вертикально-сверлильный станок 2H125
- Горизонтально-фрезерный станок 6Т804Г
- Резьбонарезной станок 5993П
- Плоскошлифовальный станок 3Е710А
Произведены назначение режимов резания и расчет основных рабочих параметров для каждой операции.
Спецификация — 1 лист
В программе: Компас 3D v

Ремонт распределительного вала для двигателей ЯМЗ
Код: 03.01.08.09.66Количество чертежей: 3 штуки
В программе: Компас 3D v

Восстановление головки блока цилиндров ВАЗ-2107
Код: 03.01.08.09.65Количество чертежей: 3 штуки
В программе: Autocad

Шестерня насоса НШ-32
Код: 03.01.08.09.64В программе: Компас 3D v

Ремонт головки блока цилиндров двигателя КамАЗ-740
Код: 03.01.08.09.63Количество чертежей: 3 штуки
В программе: Компас 3D v

Восстановление оси коробки передач автомобиля ГАЗ-53
Код: 03.01.08.09.62Количество чертежей: 5 штук
В программе: Компас 3D v

Ремонт сцепления автомобиля ГАЗ-3102
Код: 03.01.08.09.61Количество чертежей: 2 штуки
В программе: Компас 3D v