Перечень чертежей:
- Чертеж общего вид сверлильного приспособления на А1 с указанием габаритных и присоединительных размеров. Перечислены технические условия:
Общие допуски по ГОСТ 30893.1-m.
Наружные поверхности покрыть Хим.Окс.прм.
Трущиеся поверхности смазать ЦИАТИМ-201 ГОСТ 6267-74.
Кондукторные втулки менять через каждые 10000 заготовок.
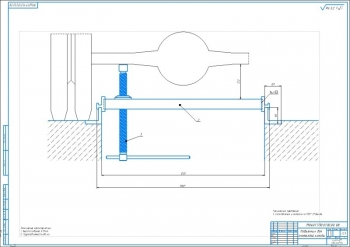
Приспособление предназначено для одновременного вертикального сверления двух отверстий диаметром 5мм на станке 2Н125.
- Сборочный чертеж кондукторной плиты в двух проекциях на А3 с проставленными установочными размерами и техническими характеристиками:
HRC 30..35.
Общие допуски по ГОСТ 30893.1-m.
Покрытие: Хим.Окс.прм
- Скалка из стали 45 ГОСТ 1050-88 на формате А3.
- Направляющая на формате А3 с габаритными и установочными размерами.
- Пружина из стали 65Г по ГОСТ 14959-79 на формате А4:
HRC = 28..30.
Направление навивки правое.
Число витков полное n = 41.
Остальные технические требования по ГОСТ 16118-70.
- Прижим на А4 с габаритными и присоединительными размерами в двух проекциях.
Дополнительные материалы:
Приведена пояснительная записка на 27 листах в формате Word.
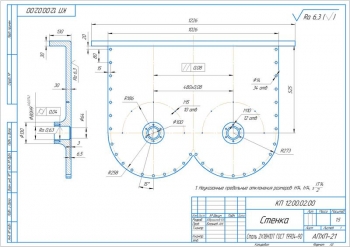
Произведен анализ конструкции детали и операционного эскиза. Обрабатываемая деталь - планка, изготовленную из стали 20Х ГОСТ 4543-88. Деталь представляет собой призматическую фигуру с двумя фасками и двумя отверстиями. Отверстия в детали выполняются с высокой точностью, так как они служат для крепления детали с помощью винтов.
Данная операция производится сверлом спиральным с цилиндрическим хвостовиком Ø5.Основные параметры сверла 2300-0034 ГОСТ 886-77:
- Сверло нормальной точности класса B1;
- Диаметр - 5мм;
- Длина общая - 132мм;
- Длина рабочей части - 87мм;
- Материал сверла = P6M5.
Операция сверления производится на вертикально-сверлильном станке 2Н125, который имеет следующие параметры:
- наибольшее усилие подачи - 9000;
- расстояние от центра шпинделя до вертикальных направляющих - 250 мм;
- расстояние от торца шпинделя до стола - 5…700 мм;
- конус Морзе шпинделя - №3;
- наибольшее перемещение шпинделя - 200 мм;
- мощность электродвигателя - 2,2 кВт;
- частота вращения шпинделя - 45–2000 (12 ступеней) об/мин;
- подача - 0,1–0,6(9 ступеней) мм/об;
- наибольший диаметр сверления по стали - 25 мм;
- размеры стола - 430х450 мм;
- ширина Т-образного паза - 14 мм;
- расстояние между двумя пазами - 80 мм;
- число пазов: 3;
- габариты станка - 1130х810 мм;
- категория ремонтной сложности: 12.
Выбрана универсальная многошпиндельная головка с изменяемым межосевым расстоянием. Диаметр сверления в стали 5 мм. Максимальное расстояние между центрами отверстий - 180 мм, минимальное расстояние между центрами отверстий - 75 мм.
Произведен анализ существующих конструкций приспособлений и обоснование выбранных решений, описана конструкция и принцип действия приспособления.
Выполнены расчеты, подтверждающие работоспособность конструкции.
Для определения осевой силы и момента резания установлены режимы резания.
Выбрано сверло 2300-0034 ГОСТ 886-77, глубина резания – 2,5 мм. Для отверстия Ø5H10 и материала стали 20Х выбрана подача, равная 0,11 мм/об. С учетом параметров станка выбрана подача S=0.1мм /об. Скорость резания, м/мин при сверлении – 36,0 м/мин. Период стойкости инструмента - 15 мин. Момент резания - 1,48Н∙м. Осевая сила - 725Н. Определена частота вращения шпинделя - 2093 об/мин. Уточнена скорость резания - 31,4 м/мин. Мощность резания - 0,348 Вт.
Исходя из найденных режимов резания, мощности резания и размеров детали, выбран станок 2Н125, имеющий следующие параметры:
- мощность привода главного движения - 2,2 кВт;
- частоты вращения шпинделя - 45–2000 (12 ступеней) об/мин;
- подача - 0,1–0,6 (9 ступеней) мм/об.
Из заданной годовой программы выпуска изделий определено необходимое количество металлорежущих станков.
- Длина рабочего хода – 8 мм;
- Основное машинное время обработки – 0.04 мин;
- Минутная подача – 200 м/мин;
- Годовая программы выпуска изделий насчитывает 100000 шт, следовательно определен тип приспособления – одно- или многоместное.
- Штучное время на данную операцию – 0,06 мин:
- Определим количество часов работы станка - 3036, использовав календарь рабочего времени текущего года (по состоянию на 2018 - 253 дня) умноженное на 8 часов.
Следовательно, для выполнения заданной годовой программы выпуска достаточно применить один металлорежущий станок.
Рассчитана сила зажима составившая - 587Н.
Произведен расчет цилиндрической пружины сжатия. Вследствие того, что прижим детали осуществляется двумя пружинами, то произведем расчет одной из пружин.
|
Исходные данные |
||||
|
Допускаемая рабочая нагрузка |
293 |
Н |
||
|
Длина пружины в свободном состоянии |
124 |
мм |
||
|
Рабочий ход пружины |
25 |
мм |
||
|
Диаметр проволоки |
2,5 |
мм |
||
|
Средний диаметра пружины |
16 |
мм |
||
|
Шаг пружины в свободном состоянии |
4,5 |
мм |
||
|
Расчет: |
||||
|
1 |
Нагрузка пружины при сжатии ее до соприкосновения витков |
317 Н |
||
|
2 |
Шаг пружины при нагрузке 231кгс |
3 мм |
||
|
3 |
Число рабочих витков |
40,5 |
||
|
4 |
Длину пружины в свободном состоянии |
184,75 мм |
||
|
5 |
Деформация пружины при нагрузке в начале рабочего хода |
35,75 мм |
||
|
6 |
Деформация пружины при нагрузке в конце рабочего хода |
60,75 мм |
||
|
7 |
Нагрузка в начале рабочего хода |
136 Н |
||
Проверочный расчет точности заключается в оценке возможности получения при обработке заготовки в разработанном приспособлении точности размеров и взаимного расположения поверхностей, заданных в чертеже детали.
Составлена таблица погрешности выполняемых размеров
|
№ |
Наименование погрешности |
Численное значение погрешностей для размеров, мкм |
|||
|
1 |
Погрешность базирования |
0 |
- |
- |
0 |
|
2 |
Погрешность закрепления |
0 |
- |
0 |
0 |
|
3 |
Погрешность установки |
34 |
- |
68 |
0 |
|
4 |
Погрешность положения заготовки |
34 |
34 |
68 |
0 |
|
5 |
Погрешность износа установочных элементов |
0 |
- |
0 |
0 |
|
6 |
Погрешность установки приспособления на станке |
34 |
- |
68 |
0 |
|
7 |
Погрешность при изготовлении и сборке установочных элементов приспособления |
0 |
- |
0 |
0 |
|
8 |
Погрешность настройки станка |
- |
39 |
- |
- |
|
9 |
Допуск на размер, соединяющий опорную поверхность приспособления и ось кондукторной втулки |
- |
10 |
- |
- |
|
10 |
Увод сверла |
- |
23 |
- |
- |
|
11 |
Максимальный зазор между сменной втулкой и отверстием в кондукторной плите |
- |
29 |
- |
- |
|
12 |
Эксцентриситет сменной втулки |
- |
10 |
- |
- |
|
13 |
Погрешность метода обработки |
0 |
- |
0 |
0 |
|
14 |
Сумма погрешности формы заготовки и геометрических неточностей станка |
15 |
15 |
15 |
15 |
|
15 |
Суммарная погрешность |
88 |
122 |
15 |
54 |
В результате проекта была разработана конструкция сверлильного приспособления, предназначенного для одновременного сверления двух отверстий диаметром в детали типа “Планка” на вертикально-сверлильном станке 2Н125.
Конструкция приспособления компактная и удобна в эксплуатации за счёт своей простоты.
Спецификация – 1 лист
В программе: Компас 3D v

Приспособление сверлильное для фиксации и позиционирования обрабатываемых деталей
Код: 03.01.05.02.03.11Программа Компас 3D V

Приспособление для сверления отверстия диаметром 10 мм в детали «Валик»
Код: 03.01.05.02.03.10Расчетно-пояснительная записка Word: 14 листов
Спецификация – 2 листа
В программе: Компас 3D v

Конструирование металлообрабатывающего станка модификации 262
Код: 03.01.05.02.03.09Расчетно-пояснительная записка Word: 32 листа
Программы Компас 3D V и Автокад

Проект шпиндельной бабки горизонтального фрезерного-сверлильно-расточного станка
Код: 03.01.05.02.03.08Расчетно-пояснительная записка Word: 19 листов
Программа Компас 3D V

Разработка вертикально-сверлильного станка с диаметром сверления 35 мм
Код: 03.01.05.02.03.07Количество чертежей: 4 штук
Программы Компас 3D V и Автокад

Конструкторская разработка в 3D-моделировании приспособления для сверления фасок
Код: 03.01.05.02.03.06Расчетно-пояснительная записка Word: 11 листов
Спецификация – 1 лист
В программе: Компас 3D v