- Чертеж поковки А2 с техническими требованиями:
вердость 177 - 229 HB.
Поковка: группа стали М2, класс точности Т4, степень сложности С1, исходный индекс по ГОСТ 7505-89.
Радиус закругления наружных углов 3 мм.
Штамповочный уклон на наружной поверхности 7°.
Допускаемая величина смещения по поверхности разъема штампа 0,2 мм.
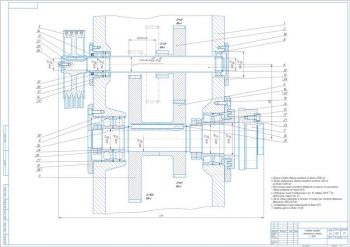
- Вал А2 с разрезами, с выносными видами:
Остальные общие допуски по ГОСТ 30893.1-2002 Н14, h14±IT14/2.
Остальные технические требования по ГОСТ 3480-76 и СТБ 1014-95.
- Операционный эскиз 1 перехода фрезерно-центровочной операции А3 с таблицей характеристик обработки:
Модель станка – фрезерно-центровочный МР77
Скорость резания – 101 м/мин
Частота вращения – 500 мин-1
Глубина резания – 1 мм
Подача – 1 мм/об
Подача минутная – 200 мм/об
Время обработки – 0,15 мин
Общее время - 2,1 мин
- Эскиз 2 перехода той же операции А3 с выносным видом:
Модель станка – фрезерно-центровочный МР77
Скорость резания – 25 м/мин
Частота вращения – 1250 мин-1
Глубина резания – 3,15 мм
Подача – 0,12 мм/об
Подача минутная – 150 мм/об
Время обработки – 0,1 мин
Общее время - 2,1 мин
- Операционный эскиз вертикально-сверлильной операции с ЧПУ А3 с рисунками инструментов.
- Эскиз вертикально-фрезерной операции с ЧПУ А3.
- Круглошлифовальная операция А3:
Модель станка – торцекруглошлифовальный станок 3Т161Е
Скорость резания – 24 м/мин
Частота вращения – 160 мин-1
Глубина резания – 0,14 мм
Подача минутная – 0,5 мм/об
Время обработки – 1,04 мин
Общее время – 4,04 мин
- Операционный эскиз токарной операции с ЧПУ А3 с размерами обработки:
Модель станка – токарный станок с ЧПУ 16К20.Т1
Скорость резания – 11 м/мин
Частота вращения – 63мин-1
Глубина резания – 2 мм
Подача – 2 мм/об
Подача минутная – 126 мм/об
Время обработки – 0,28 мин
Общее время – 5,38 мин
Дополнительные материалы: прилагается расчетно-пояснительная записка на 47 страницах, где описана разработка технологического процесса обработки вала для передачи крутящего момента.
Вал изготавливается из стали 45 ГОСТ 1050-74 и предназначен для передачи крутящего момента.
Проведен анализ технологичности конструкции детали. Имеются центральные отверстия, которые позволяют устанавливать вал в центрах на большинстве операций, что обеспечивает принцип постоянства баз. Также деталь имеет удобные базовые поверхности, что позволяет использовать стандартные приспособления для зажима детали. Рассчитаны показатели технологичности детали:
- Средний квалитет обработки – 12,06;
- Коэффициент точности обработки – 0,92;
- Коэффициент шероховатости – 0,12;
- Коэффициент использования материала – 0,64.
Тип производства при годовом выпуске 4000 штук определяется в соответствии с рекомендациями. Для этого рассчитывается размер партии – 94 штуки, по которому принимается среднесерийное производство.
В данной работе заготовка получена на кривошипном горячештамповочном прессе. Определена масса поковки – 5,25 кг и стоимость заготовки – 25460 руб.
Проведен расчет припусков на обработку диаметра 55 мм с допуском -0,19 пооперационно и обработку диаметра 48 мм с допуском +0,016.
Представлена схема графического расположения припусков и допусков на обработку диаметра 55 мм и обработку диаметра 48 мм.
Разработаны и проанализированы два варианта технологического процесса изготовления детали. Приведены таблицы базового и принятого техпроцесса. В принятом техпроцессе заготовка получена путем штамповки, что приводит к ускорению и снижению затрат на обработку детали. Большая часть операций проводится на станках с ЧПУ. Данное решение обеспечивает точность обработки и высокую производительность.
Рассчитана точность операции токарной с ЧПУ. На данной операции проводится обработка диаметра 52 мм с допуском -0,12. Суммарная погрешность состоит из:
- Погрешности, обусловленной износом режущего инструмента – 76 мкм;
- Погрешности настройки станка – 17 мкм;
- Поля рассеяния погрешностей обработки, обусловленных действием случайных факторов – 15 мкм;
- Погрешности установки заготовки – 0.
В результате расчетов суммарная погрешность равна 110 мкм. Требуемая точность обеспечена.
Выполнен расчет режимов резания для операции токарной с ЧПУ: черновое точение диаметра 55 аналитическим методом; чистовое точение диаметра 55 по нормативам. Данные расчетов занесены в таблицу:
|
№ |
Название |
Значение |
||
|
расчетное |
нормативное |
|||
|
1 |
Глубина резания |
1 мм |
0,6 мм |
|
|
2 |
Подача станка |
1 мм/об |
0,3 мм/об |
|
|
3 |
Скорость резания |
138 м/мин |
138 м/мин |
|
|
4 |
Частота вращения шпинделя |
800 мин-1 |
800 мин-1 |
|
|
5 |
Сила резания |
1,01 кН |
- |
|
|
6 |
Мощность резания |
2,3 кВт |
- |
|
|
7 |
Минутная подача |
800 мм/мин |
240 мм/мин |
|
|
8 |
Основное время на черновую обработку |
0,28 мин |
0,11 мин |
|
Составлены сводные таблицы режимов резания для базового и принятого техпроцесса.
Рассчитаны нормы времени для токарной операции с ЧПУ:
- Штучное время – 5,2 мин;
- Подготовительно-заключительное время – 16,7 мин;
- Штучно-калькуляционное время – 5,38 мин.
Также представлена таблица норм времени для базового и принятого техпроцессов.
Проведено уточнение типа производства путем расчета коэффициента закрепления операций. Для этого находят количество операций, выполняемых на одном рабочем месте – 61,80. Коэффициент закрепления операций – 12,36, что соответствует среднесерийному типу производства.
Рассчитан экономический эффект принятого техпроцесса, в котором станки токарной, вертикально-сверлильной и вертикально-фрезерной операций заменены на станки с ЧПУ. Составлена таблица приведенных затрат. Экономический эффект – 552000 руб.
В ходе проведения работ был проведен анализ технологичности детали, выбран метод получения заготовки и определен тип производства.
Рассчитаны припуски на обработку диаметров 55 мм и 48 мм. разработаны два технологических процесса – базовый и принятый. Они отличаются применением в принятом техпроцессе станков с ЧПУ.
Определены режимы резания аналитическим методом и по нормативам для токарной операции с ЧПУ. Для этой же операции рассчитаны нормы времени.
Приведена таблица приведенных затрат двух техпроцессов и найден экономический эффект от принятого технологического процесса – 552 тыс. руб.
В программе: Компас 3D v

Разработка технологического процесса изготовления ступенчатого вала
Код: 03.01.09.18.22Количество чертежей: 20 штук
В программе: Компас 3D v

Проект процесса изготовления вала-шестерни
Код: 03.01.09.18.21Количество чертежей: 4 штуки
В программе: Компас 3D v

Процесс изготовления вала-шестерни
Код: 03.01.09.18.20Количество чертежей: 4 штуки
В программе: Компас 3D v

Технология изготовления детали вал
Код: 03.01.09.18.19Количество чертежей: 3 штуки
В программе: Компас 3D v, AutoCad

Проект вала-шестерни
Код: 03.01.09.18.18Количество чертежей: 4 штуки
В программе: Компас 3D v, AutoCad

Проект тихоходного вала редуктора
Код: 03.01.09.18.16Количество чертежей: 5 штук
В программе: АutoCad
Последние просмотренные материалы