Перечень чертежей:
- Чертеж детали задний корпус откачивающего насоса формата А3 с техническими требованиями:
- Неуказанные предельные отклонения размеров отв.: +t, валов -t, остальных ±t/2
- Перекос осей отверстий до 0,03/100 мм/мм
- Годные детали клеймить клеймом контролера в месте Ку ударным способом
- Деталь задний корпус А2 с указанием материалов для изготовления, допусков, посадок и шероховатостей
Дополнительные материалы: прилагается расчетно-пояснительная записка на 23 листах.
В пояснительной записке выполнена разработка технологического процесса изготовления детали заднего корпуса откачивающего насоса.
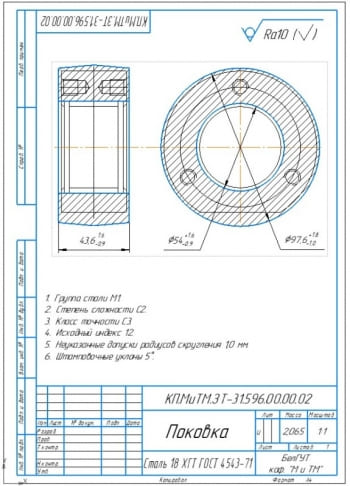
Проведен анализ конструкции детали. Рассмотрены конструктивные особенности детали-представителя и качественная оценка ее технологичности. Заготовка изготавливается из алюминиевого сплава Ал-4 ГОСТ 1583-93. Корпус задний установлен в блоке откачивающих насосов, предназначен для создания масляной полости магистрали откачки масла и магистрали нагнетания. В корпусе установлены по диаметру 55 мм подпятники, которые являются рабочими элементами откачивающих секций масляного насоса. При помощи 6 шпилек и гаек производится крепление заднего корпуса.
Так как конструкция детали оснащена множеством фасок, выточек и резьб, то исключается возможность получения заготовки заданной точности, которая отражала бы заданный рельеф детали с минимальным припуском. В стружку уходит большое количество материала. В следствие чего установлено, что деталь является не достаточно технологичной.
Описан материал детали и приведены его физико-механические свойства.
Произведен выбор заготовки, где принят метод получения заготовки – литье.
Сделан анализ базового технологического процесса и предложения по его модернизации.
Технологический процесс изготовления детали заднего корпуса включает в себя карты заготовки на литье и 15 технологических операций: 3-и токарные, 1-а фрезерная, 2-е сверлильные, 1-а комплексная с ЧПУ, 4-и слесарные.
Приняты следующие преобразования маршрута:
- Включены операции 015 и 050 (сверлильные) в состав комплексной операции 10, что позволило снизить штучное время
- Включение фрезерной операции 005 в состав комплексной операции 010 также привело к снижению штучного времени и повышению точности обработки поверхности, поскольку выполнение операции 010 предлагается производить на мехатронном станке
Разработан маршрут обработки:
|
№ |
Наименование операции |
Оборудование |
|
005 |
Слесарная |
Верстак слесарный |
|
010 |
Комплексная с ЧПУ |
Mori Seiki NL1500S |
|
015 |
Слесарная |
Верстак слесарный |
|
020 |
Токарная |
Mori Seiki NL1500S |
|
025 |
Слесарная |
Верстак слесарный |
|
030 |
Токарная |
Mori Seiki NL1500S |
|
035 |
Слесарная |
Верстак слесарный |
Выполнен подбор режущего инструмента для операций точения, фрезерования и сверления (операция 010).
Выбран контурный левый резец с механическим креплением многогранной пластины с углом в плане 93º ГОСТ 20872-80. В качестве режущей части резца используется сменная четырехгранная пластина 5 твердосплавная. Установленный период стойкости резца: 25 мин.
Произведен расчет режимов резания, а именно для чернового точения. Сделан расчет на прочность винта крепления с определением допускаемого напряжения на растяжение, равное 4,38 Н/мм2. Выполнен расчет размеров державки резца. В качестве материала державки резца принята углеродистая Сталь 50ХГ по ГОСТ 14959-79.
Произведен расчет конструкции и геометрических параметров режущей части сверла для операции 10.
Определена геометрические показатели сверла: длина 85 мм, длина рабочей части 40 мм, диаметр 6.5 мм. Рассчитано максимальное касательное напряжение при работе сверла, равное 750 Н/м2.
Приведен выбор конструкции и геометрических параметров фрезы. Геометрические параметры режущей части: передний угол , вспомогательный передний угол , задний угол , вспомогательный задний угол , угол подъема винтовой линии . Ширина фрезерования равна диаметру фрезы 9 мм. Период стойкости 25 мин. Определена окружная сила, равная 18,47 Н. Сделан выбор вспомогательного инструмента для режущего инструмента, где принят:
- Резцедержатель с цилиндрическим хвостовиком с открытым пазом
- Патрон цанговый
В данной работе разработана технология изготовления детали заднего корпуса откачивающего насоса.
В программе: Компас 3D v

Торцевая крышка 48-1062.003 редуктора
Код: 03.01.09.25.08Количество чертежей: 6 штук
В программе: Компас 3D v

Корпус коронки КНШ-130К для бурении скважин
Код: 03.01.09.25.07Количество чертежей: 15 штук
В программе: Компас 3D v

Технология изготовления детали корпус
Код: 03.01.09.25.06Количество чертежей: 4 штуки
В программе: Компас 3D v

Проект технологического процесса изготовления крышки
Код: 03.01.09.25.05Количество чертежей: 5 штук
В программе: Компас 3D v

Корпус коробки отбора мощности ЗИЛ
Код: 03.01.09.25.04Количество чертежей: 8 штук (прилагаются операционные эскизы 23 шт)
Спецификация – 2 листа
В программе: Компас 3D v

Процесс изготовления торцевой крышки
Код: 03.01.09.25.03Количество чертежей: 6 штук
В программе: Компас 3D v