- Чертеж компоновки ГАУ "Талка-500.3", А1, со схемой технологического маршрута обработки детали и обозначением технологического оборудования
- Циклограмма функционирования ГАУ, А1, с алгоритмом функционирования ТР
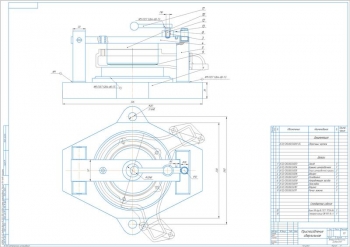
- Станция загрузки-разгрузки транспортной системы ТС-500, А1
Дополнительные материалы: прилагается расчетно-пояснительная записка на 39 листах, технологическая документация на обработку детали на 18 листах.
В технологическом разделе проекта выполнена разработка технологии обработки детали. Обрабатываемая деталь относится к типу «корпусные». Материалом для ее изготовления служит серый чугун СЧ20. Габаритные размеры детали 480х350х350 мм, масса 93,9 кг.
Проведен технологический анализ чертежа детали и ее технологичности, выбор технологических баз. Разработана последовательность обработки поверхностей. Определены припуски на обработку и межоперационные размеры. Для механической обработки детали выбран инструмент: торцовая и концевая фреза, оправка, центровое, спиральное и перовое сверло, расточной резец, коническая цековка. Выполнен расчет режимов резания для каждой операции с вычислением глубины и скорости резания, подачи, частоты оборотов шпинделя, мощности. Рассчитаны нормы времени. Суммарное время обработки детали в составе ГАУ составляет 69,732 мин. В окончательный маршрут обработки детали включены операции: 005, 010, 015 Горизонтально-фрезерная с ЧПУ, 020 Горизонтальная сверлильно-расточная с ЧПУ, 025 Горизонтальная сверлильно-фрезерно-расточная с ЧПУ, 030 Моечная, 035 Контрольная.
Разработан конструкторский раздел. ГАУ «Талка-500.3» состоит из пяти модулей ГПМ ИР500ПМ1Ф4 и системы транспортировки, соединяющей модули и другие участки. На участке подготовки столов-спутников происходит установка и крепление заготовок в специальном приспособлении. После этого столы передаются на транспортную тележку, которая перемещает готовый стол с заготовкой к обрабатывающему станку, забирает обработанную заготовку и перемещает в следующую позицию. Готовая деталь перемещается к моечной машине для удаления остатков стружки и СОЖ. В связи с особенностями обработки деталей предлагается включить в состав ГАУ модуль ИР500ПМ1Ф4 в исполнении ГЦ500ПМФ4, который позволяет обрабатывать деталь с пяти сторон.
Проведена разработка функционирования транспортной системы ТС-500. В составе системы ТС-500 содержится передаточная тележка ТР-0,16, с грузоподъемностью 0,16 т и 2-мя транспортируемыми позициями. Определена последовательность движений ТР оборудования за цикл. Время цикла ТР составляет 344 с. Составлен алгоритм функционирования транспортного робота.
Сделано описание устройства станции загрузки-разгрузки. В корпусе находится вал, установленный в двух конических подшипниках. На верхнем конце вала закреплена плита для базирования сменных столов-спутников. Для поворота плиты на 180 градусов используется зубчатая рейка, которая соединена с колесом. Движение рейки обеспечивают гидроцилиндры, установленные с обеих сторон. Направление поворота контролируют путевые выключатели. На верхней части плиты есть продольные планки, по которым происходит перемещение столов-спутников. Для перемещения столов используются два гидроцилиндра, давление в которые передается через гидромуфту и отверстия в валу и плите. Гидроцилиндры оснащены штангами, по которым перемещаются захватные устройства, закрепленные на штоках цилиндров. Скорость остановки штоков регулируется с помощью дросселей. Крайние положения захватных устройств контролируются путевыми выключателями.
Выполнен расчет хода гидроцилиндра для поворота плиты станции загрузки-разгрузки с вычислением параметров:
|
№ |
Наименование |
Значение |
|
1 |
Модуль зацепления |
5 мм |
|
2 |
Число зубьев колеса |
30 |
|
3 |
Нормальный шаг |
15,708 мм |
|
4 |
Величина перемещения рейки |
235,62 мм |
Приведен экономический раздел с описанием методики расчета технико-экономического обоснования выбора варианта автоматизации.
В проекте выполнена разработка ГАУ «Талка-500.3», предназначенной для обработки корпусной детали размером 480х350х350 мм и массой 93,9 кг, включающей в состав модули ИР500ПМ1Ф4, ИР-ГЦ500ПМФ4, моющую машину, транспортную систему ТС-500.
В программе: Компас 3D v

Технологический процесс изготовления корпуса подшипника
Код: 03.01.09.37.05.10Спецификация – 4 листа
В программе: Компас 3D v
Количество чертежей: 5 штук

Технологический процесс изготовления детали "Корпус направляющей"
Код: 03.01.09.37.05.09Спецификация – 4 листа
В программе: Компас 3D v
Количество чертежей: 5 штук

Чертежи изготовления заднего корпуса блока откачивающих насосов
Код: 03.01.09.37.05.08Количество чертежей: 8 штук

Технологический процесс изготовления Корпуса прибора
Код: 03.01.09.37.05.07В программе: Компас 3D v
Количество чертежей: 7 штук

Разработка технологического процесса изготовления отливки Корпус
Код: 03.01.09.37.05.06Спецификация – 1 лист
В программе: AvtoCAD
Количество чертежей: 3 штуки

Разработка технологии изготовления корпуса редуктора
Код: 03.01.09.37.05.05Спецификация – 2 листа
В программе: Компас 3D v
Количество чертежей: 8 штук
Последние просмотренные материалы