Перечень чертежей:
- Набор операционных карт ремонта и восстановления крестовины карданного вала автомобиля КамАЗ на формате А1 с обозначением дефектов:
- Износ поверхности шипов;
- Износ фасок шипов.
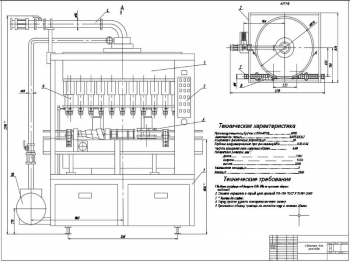
Приведён план операционного процесса:
- Шлифовать фаски всех поверхностей крестовины, выдерживая размеры 2х45° на станке 16К20 с приспособлением – патрон ГОСТ 3334-80, используя рабочий инструмент – шлифовальный круг EW 10х25х3;
- Шлифовать поверхности крестовины, выдерживая размеры – диаметр-33,7мм, длина-32мм на круглошлифовальном станке 3Б151 с приспособлением – патрон ГОСТ 2675-80, используя шлифовальный круг ПП 250х15;
- Приварить ленту по всей поверхности, выдерживая размеры – диаметр-34,1мм, длина-32мм на сварочном преобразователе ПСО-500;
- Токарная: точить по всей поверхности, выдерживая размеры 1х45°, используя рабочий инструмент – резец Т15К6;
- Шлифовать на всей поверхности крестовины, используя измерительный инструмент – Микрометр МК-50.
Дополнительные материалы: расчётно-пояснительная записка прилагается на 20 страницах. В пояснительной записке рассмотрено применение, условия эксплуатации детали, выявленные дефекты и способы их устранения:
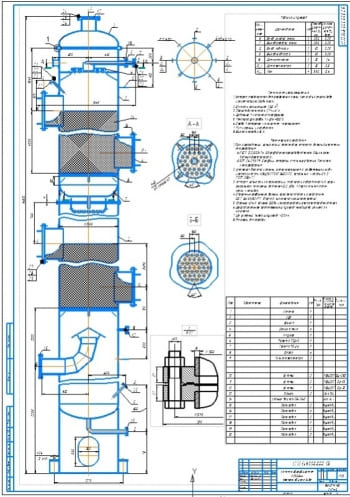
Крестовина служит для передачи крутящего момента в карданном сочленении. Испытывает изгибающие нагрузки. Рабочие поверхности находятся в консистентной смазке 3,5 – 4 г на каждое отверстие.
Выявлены дефекты и приведены способы их устранения:
Износ наружной поверхности крестовины и износ фасок устраняют одинаково - автоматической наплавкой в углекислом газе или электроконтактной приваркой ленты с последующим шлифованием.
Рассмотрена карта контроля технических условий, из которой получены следующие данные:
- Наименование детали – крестовина карданного вала КамАЗ;
- Материал – Сталь 12х2Н4А ГОСТ 4543-79;
- Твёрдость – НВ 56..65;
- Способ выявления износа:
- фасок шипов – шаблон 45°;
- поверхности шипов – Микрометр МК-50 ГОСТ 6507-90;
- Номинальный размер:
- фасок - 45°;
- шипов - ;
- Допустимый размер поверхности шипов – 33,6;
- Предельный размер шипов – менее 33,6.
Определён маршрут операционного процесса: шлифовать фаски всех поверхностей детали, а также сами поверхности крестовины, выдерживая заданные размеры для каждой операции. Приварить ленту по всей поверхности, затем точить на токарно-винторезном станке и шлифовать, используя нужное приспособление, а также рабочие и измерительные инструменты.
Вычислено техническое нормирование каждой из операций:
|
№ |
Краткое описание |
Токарная |
Круглошлифовальная |
Электроконтактная приварка ленты |
Токарная |
Круглошлифовальная |
|
1 |
Припуск на сторону, мм |
0,01 |
0,1 |
- |
1,6 |
0,05 |
|
2 |
Поперечная подача, мм/ход |
0,008 |
0,001 |
- |
- |
0,005 |
|
3 |
Продольная подача, мм |
- |
0,7 |
- |
- |
0,3 |
|
4 |
Подача, мм/ход |
0,0072 |
- |
- |
0,3 |
- |
|
5 |
Число проходов |
2 |
10 |
- |
- |
10 |
|
6 |
Глубина резания, мм |
- |
- |
- |
1,6 |
- |
|
7 |
Скорость резания, м/мин |
- |
- |
- |
1170 |
- |
|
8 |
Окружная скорость вращения детали, м/мин |
170 |
15 |
- |
- |
35 |
|
9 |
Скорректированная скорость вращения детали, м/мин |
- |
10,5 |
- |
- |
19,6 |
|
10 |
Частота вращения детали, мин -1 |
5406 |
98,50 |
16 |
1156 |
183,6 |
|
11 |
Фактическая частота вращения, мин -1 |
2000 |
100 |
- |
200 |
185 |
|
12 |
Фактическая скорость вращения, м/мин |
62,8 |
10,5 |
- |
- |
19,6 |
|
13 |
Основное время, мин |
0,1 |
0,53 |
5,33 |
0,4 |
1,13 |
|
14 |
Вспомогательное время, мин |
6,9 |
14,4 |
10,2 |
11,6 |
14,4 |
|
15 |
Оперативное время, мин |
9,06 |
16,52 |
15,53 |
12 |
16,52 |
|
16 |
Дополнительное время, мин |
0,72 |
1,49 |
1,24 |
0,96 |
1,49 |
|
17 |
Штучное время, мин |
18 |
18 |
16,77 |
12,96 |
18 |
|
18 |
Норма времени, мин |
10,08 |
18,3 |
16,77 |
14,9 |
18,3 |
|
19 |
Сила сварочного тока, кА |
- |
- |
17 |
- |
- |
|
20 |
Длительность сварочного цикла, с |
- |
- |
0,08 |
- |
- |
|
21 |
Подача электродов, мм/об |
- |
- |
4 |
- |
- |
|
22 |
Диаметр электродов, мм |
- |
- |
160 |
- |
- |
Рассмотрены технологии восстановления крестовины. Из них была выбрана электроконтактная приварка ленты с последующим шлифованием как наиболее простой и экономически эффективный способ восстановления.
В программе: Компас 3D v

Карта ремонта ведущей шестерни заднего моста ПАЗ-3205
Код: 03.01.08.10.36Количество чертежей: 2 штуки
В программе: Компас 3Dv

Чертежи процесса восстановления тормозного диска 305
Код: 03.01.08.10.35В программе: АvtoCAD

Проект процесса механической обработки вала заднего моста трактора ДТ-75
Код: 03.01.08.10.34В программе: АvtoCAD

Чертежи технологии восстановления коленчатого вала ЗИЛ-130
Код: 03.01.08.10.33В программе: Компас 3D v

Технологический процесс изготовления детали поршень-рейка
Код: 03.01.08.10.32В программе: Компас 3D v

Проект изготовления рычага привода малого ручного тормоза автомобиля МАЗ-200
Код: 03.01.08.10.31Количество чертежей: 4 штуки
Спецификация – отсутствует
В программе: Компас 3D v, AutoCAD
Последние просмотренные материалы