Перечень чертежей:
- Ремонтный чертеж секции балочной стрелы башенного крана КБ-401П (на формате А1) с указанием дефектных поверхностей и их номинальных размеров, схем базирования секции при ремонте и краткого технологического процесса восстановления:
- срезать шов (Деф. 1); засверлить (Деф.1); срезать дефектные детали (Деф.3,4); приварить накладку (Деф.2) и заварить (Деф.1); приварить новые детали (Деф.3,4); зачистить (Деф.1,2,3,4), контроль; окраска
Технические требования:
- Покрытие с учетом таблицы окраски: грунтовка Крэс-3 ГОСТ 23343-78, эмаль Крэс-5 ГОСТ 25129-82 желтая в два слоя;
- Остальные ТТ по ТКП 45-1.03-103-2009;
- Секция стрелы бракуется при усталостном разрушении основного металла и при короблении в направлении оси секции стрелы более 50 мм на 1000мм.
На чертеже выставлены размеры, посадки, сварные швы, шероховатости, радиусы скруглений, обозначены позиции
- Чертеж маршрутного технологического процесса восстановления секции (А1) с операциями:
- 005 Моечная (очистить секцию от грязи и старой краски);
- 010 Дефектовочная (выявление дефектов);
- 015 Сварочная (срезать втулку по сварному шву);
- 020 Слесарно-механическая (разделать дефектный шов);
- 025 Слесарно-механическая (удалить дефектный пояс);
- 030 Слесарно-механическая (вырубить накладку);
- 035 Слесарно-механическая (изготовить кольцо);
- 040 Токарная (изготовить втулку);
- 045 Сварочная (заварить дефектный шов и приварить накладку на вмятину).
- 050 Сварочная (установить кольцо и приварить к поясам)
- 055 Сварочная (приварить новую втулку)
- 060 Слесарно-механическая (зачистить сварные швы).
- 065 Контрольная (контролировать восстановленные поверхности).
- 070 Малярная (окрасить секцию согласно таблице окраски)
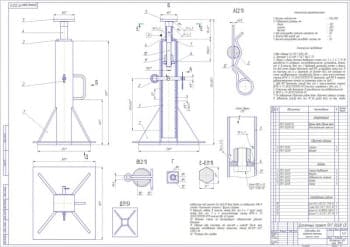
- Сборочный чертеж стяжного приспособления (А2) представлен в двух проекциях с указанием сборочных единиц:
- Прижим;
- Рукоять;
- Балка пояса;
- Накладка
Дополнительные материалы: приведена расчетно-пояснительная записка с маршрутной и операционной картой на 37 страницах, где раскрыто назначение и технические характеристики башенного крана КБМ-401П.
Кран КБМ-401П - башенный кран модульного типа, самоходный с поворотной башней имеет 39 исполнений с балочной или подъемной стрелами. Предназначен для производства строительно-монтажных работ жилых и административных зданий и сооружений с массой монтируемых элементов до 10 т. Рассмотрена конструкция крана и его технические характеристики.
Балочная стрела представляет собой сборную двухпоясную металлоконструкцию - ферму, верхний пояс которой выполнен из труб, нижний - из неравных уголков. Внутри фермы имеется ограждённый настил для прохода к механизмам. На балке головной секции расположены роликовые опоры. Балочная стрела может быть установлена либо горизонтально, либо под углом до 30 °. По нижним ярусам балочной стрелы перемещается грузовая тележка с крюковой обоймой.
Рассмотрены основные дефекты стрелы башенного крана КБМ-401П.
В процессе работы крана верхняя секция стрелы крана испытывает ударные нагрузки в горизонтальной плоскости, вследствие сил инерции, возникающих от веса металлоконструкции крана и груза, при разгоне крана и при его торможении. Основные дефекты секции стрелы: вмятины на балках пояса; трещины в сварных швах; изгиб балок верхнего или нижнего пояса; износ втулки.
Приведены технические требования на дефектацию металлоконструкций башенного крана.
Дефектация проводится с целью определения необходимости и объема выполняемого ремонта. По результатам дефектации составляются карты дефектации. Проверенные детали и сборочные единицы должны сортироваться по группам и маркироваться способами, принятыми производителем ремонта: годные; подлежащие ремонту; неремонтопригодные. Для выявления внешних дефектов составных частей при визуальном контроле рекомендуется пользоваться лупами с 2–10-кратным увеличением. Отклонения геометрических размеров составных частей следует контролировать при помощи универсального измерительного инструмента, шаблонов, струн, калибров, теодолита. Для выявления скрытых дефектов (трещин, коррозии и др.) рекомендуется применять методы неразрушающего контроля по СТБ 1172 , СТБ 1428 и ГОСТ 14782. Рабочие поверхности годных, не требующих ремонта деталей, не должны иметь задиров, забоин и других дефектов, влияющих на работоспособность деталей. Допустимые мелкие повреждения необходимо устранить зачисткой. При разборке подлежат выбраковке детали с явно выраженными дефектами. Подлежат замене, независимо от их состояния, неметаллические прокладки, пружинные шайбы и шплинты.
Секция стрелы выполнена сварной из холоднокатанных труб сталь 3 ГОСТ 380-94. Секция стрелы бракуется при усталостном разрушении основного металла и при короблении в направлении оси секции стрелы более 50 мм на 1000мм. При подготовке ремонтного производства и проведении ремонта крана и его составных частей должны быть соблюдены требования безопасности, предусмотренные в эксплуатационных документах и ТНПА.
Произведен поиск и анализ существующих методов сварки, ее режимов и характеристик сварных швов.
Все способы сварки можно разделить на две основные группы: сварка с применением давления и сварка плавлением. Разработаны также механические способы сварки. К ним относятся холодная сварка, осуществляемая за счет приложения очень высоких удельных давлений в месте контакта, а также сварка трением, когда нагревание свариваемых стержней осуществляется в результате взаимного трения торцов свариваемых деталей. Новые способы: сварка ультразвуком, сварка давлением в вакууме, сварку электронным лучом в вакууме, вибродуговая наплавка, сварка с высокочастотным нагревом, сварка вращающейся дугой, сварка плазменной струей и др. Представлена схема сварки угловых швов, вертикальных швов, однослойных горизонтальных и потолочных швов.
Рассмотрены свойства электродов для дуговой сварки и их покрытий.
Приведена таблица химического состава проволок некоторых марок.
Для сварки малоуглеродистых сталей наиболее широко применяются электроды с толстыми покрытиями ОММ-5, ЦМ-7, ЦМ-7С и МЭЗ-04, относящимися к группе кислых покрытий. Приведены составы шихты для этих покрытий. К группе электродных покрытий основного типа относятся широко распространенные покрытия УОНИ-13, состоящие из соединений кальция, плавикового шпата и ферросплавов. Из новых - покрытие ВСР-50 основного типа, содержащее двуокись титана в виде рутила.
Выполнено проектирование единого технологического процесса ремонта секции балочной стрелы башенного крана КБ-401П
Принят следующий план рациональной последовательности технологического процесса восстановления верхней секции стрелы: 005 Моечная (очистка секцию от грязи и старой смазки); 010 Дефектовочная (дефектовать секцию); 015 Сварочная (срезать дефектную втулку); 020 Слесарно-механическая (разделать дефектный шов); 025 Сверлильная (засверлить концы трещины); 030 Слесарно-механическая (удалить дефектный пояс, разделать стыки); 035 Сварочная (заварить дефектный шов и приварить накладку на вмятину); 040 Сварочная (приварить новый пояс); 045 Сварочная (приварить новую втулку); 050 Слесарно-механическая (зачистить сварные швы); 055 Контрольная (контролировать восстановленные поверхности); 060 Малярная (окрасить секцию).
Произведен расчет технологических режимов и норм времени
Произведен подбор параметров сварки и нормирование данного процесса:
|
№ п/п |
Наименование |
Значение |
|
1 |
Диаметр электрода |
4 мм |
|
2 |
Ток |
200 А |
|
3 |
Напряжение сварки |
60А |
|
4 |
Скорость сварки |
1,25 см/мин |
|
5 |
Количество наплавленного металла швов |
1,4 кг/м |
|
6 |
Норма штучно-калькуляционного времени |
27,2 мин |
Выполнена конструкторская разработка приспособления для установки и приварки накладки на вмятине.
Приведена классификация различных приспособлений для установки и закрепления элементов свариваемой конструкции. Представлена схема приспособлений для сборки и сварки решетчатых стропильных ферм: стеллажи; приспособление для установки; приспособления для закрепления элементов фермы на стеллаже, а также схема стяжных и распорных приспособлений, схема сборочных приспособлений.
Для установки и приварки накладки на вмятине спроектировано стяжное приспособление. Исходными данными являются диаметр трубы нижнего пояса 100мм с толщиной стенки 10 мм и толщина привариваемой накладки 6мм. Приспособление состоит из двух одинаковых прижимов, соединенных между собой зажимными соединениями.
В работе выполнено проектирование технологического процесса восстановления секции балочной стрелы башенного крана и разработка стяжного приспособления.
Спецификация – 1 лист и присутствует на ремонтном чертеже секции стрелы
В программе: Компас 3Dv
Расчетно-пояснительная записка Word: 37 страниц
Количество чертежей: 3 штук

Восстановление гильзы гидроцилиндра экскаватора с применением контрольного приспособления
Код: 03.01.08.11.11Количество чертежей: 3 штук
Спецификация – 2 листа на чертеже контрольного приспособления
В программе: Компас 3Dv

Чертежи ремонта и восстановления кулака шарнира
Код: 03.01.08.11.10Программа Компас 3D V

Процесс изготовления рычага привода ручного тормоза автомобиля МАЗ-200
Код: 03.01.08.11.09Расчетно-пояснительная записка в Word: 20 листов
Программа Компас 3D V

Проект шаровой опоры передней подвески легкового автомобиля
Код: 03.01.08.11.08Расчетно-пояснительная записка в Word: 15 листов
Программа Компас 3D V

Восстановление и ремонт корпуса дифференциала МТЗ-80
Код: 03.01.08.11.07Программа Компас 3D V

Набор технологических карт на изготовление фланца раздаточной коробки
Код: 03.01.08.11.06Программа Компас 3D V
Последние просмотренные материалы