Перечень чертежей:
- Чертежи карт эскизов к технологическому процессу изготовления рычага привода ручного тормоза малого А1
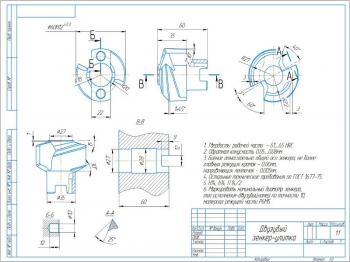
- Рабочий чертеж детали – рычага ручного тормоза А3
Уклоны в литье, не указанные размером, 20
Радиусы в литье, не указанные размером, 2-3мм
- Чертежи комплекта документов на технологический процесс изготовления рычага привода ручного тормоза малого автомобиля МАЗ-200 7 листов (каждый на формате А4)
Дополнительные материалы: прилагается расчетно-пояснительная записка на 20 страницах, где разработана технология изготовления рычага привода ручного тормоза. Выполнен анализ технологичности детали. Деталь – рычаг привода ручного тормоза малый, изготавливается из ковкого чугуна КЧ 35-10. Как способ получения заготовки применяется литье. Так как допуски на размеры 5-6 класса точности и чистота поверхности 1-2 класса, то выбираем второй класс точности отливки.
Выполнена подробная разработка маршрута изготовления рычага тормоза:
|
Опе- рация |
Наименование операции и содержание основных переходов |
Оборудование |
Оснастка и инструмент |
|
1 |
2 |
3 |
4 |
|
005 |
Вертикально-фрезерная. Фрезеровать торцы нижней головки рычага |
Фертикально-фрезерный станок 6Р13 |
Тиски 7200-0210 125 ГОСТ 14904-80; Фреза 2210-0062 ГОСТ 9304-69 D40-z10 |
|
010 |
Вертикально-фрезерная. Фрезеровать торец поверхности 1 Ø 40 мм с двух сторон, выдерживая размер 12 мм от оси заготовки. Фрезеровать торец поверхности 2 Ø 22 мм с двух сторон, выдерживая размер 5 мм от оси заготовки. Зачистить заусеницы после фрезерования. |
Фертикально-фрезерный станок 6Р13 |
Приспособление специальное; Фреза 2210-0072 ГОСТ 9304-69 D63-z14; Напильник 2822-0135 ГОСТ 1465-80; Штангенциркуль ШЦ-I-125-0,1-1 ГОСТ 14861-91 |
|
015 |
Сверлильная. Рассверлить отверстие Ø 10+0,2 мм напроход. Рассверлить отверстие Ø 25+0,14 мм напроход. Зенкеровать отверстие Ø 25+0,14 мм с двух сторон |
Вертикально-сверлильный 2Н135 |
Приспособление специальное; Сверло 2301-0076 ГОСТ 10903-77 D10; Патрон 13-В22 ГОСТ 8522-79; Сверло 2301-0076 ГОСТ 10903-77 D25; Патрон 26-В22 ГОСТ 8522-79; Зенкер 2323-0544 ГОСТ 12489-71 |
|
020 |
Сверлильная. Сверлить отверстие Ø 10,5 мм напроход, выдерживая размер 12 мм. |
Вертикально-сверлильный 2Н135 |
Тиски 7200-0210 125 ГОСТ 14904-80; Сверло 2301-0076 ГОСТ 10903-77 D10,5; Патрон 13-В22 ГОСТ 8522-79 |
|
025 |
Горизонтально-протяжная. Протянуть шпоночный паз, выдерживая размеры мм и 27,8+0,18 мм. |
Станок протяжной, горизонтальный 7Б559 |
Адаптер 2.7622-4075; Протяжка 2405-1808-1 ГОСТ 18218-80 b6х2.8 Р9 |
|
030 |
Вертикально-фрезерная. Фрезеровать разъем нижней головки рычага, выдерживая размер 3 мм. |
Фертикально-фрезерный станок 6Р13 |
Приспособление специальное; Фреза 2250-0001 Н9 ГОСТ 3964-69 D50-z14-B3 |
Произведен расчет припусков на обработку и режимов резания.
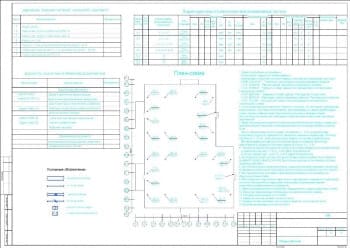
Разработана технологическая подготовка изготовления детали с помощью ПГС.
|
Наимен. операции |
Основные переходы |
Станки |
|
010 |
Вертикально-фрезерная. Фрезеровать торец поверхности 1 Ø 40 мм с двух сторон, выдерживая размер 12 мм от оси заготовки. Фрезеровать торец поверхности 2 Ø 22 мм с двух сторон, выдерживая размер 5 мм от оси заготовки. Зачистить заусеницы после фрезерования. |
Вертикально-фрезерный с ЧПУ 6Р13Ф30-1 |
- Разработанный маршрут изготовления рычага привода ручного тормоза позволяет получить готовую деталь качественной и с минимальными затратами времени.
- Произведенный расчет режимов резания позволил определить их оптимальные значения.
- Разработана программа для фрезерования плоскостей детали с применением станка с ЧПУ.
В программе: Компас 3D v
Количество чертежей: 9 штук
Расчетно-пояснительная записка в Word: 20 листов

Проект шаровой опоры передней подвески легкового автомобиля
Код: 03.01.08.11.08Расчетно-пояснительная записка в Word: 15 листов
Программа Компас 3D V

Восстановление и ремонт корпуса дифференциала МТЗ-80
Код: 03.01.08.11.07Программа Компас 3D V

Набор технологических карт на изготовление фланца раздаточной коробки
Код: 03.01.08.11.06Программа Компас 3D V

Маршрутный график перевода трактора Т-16 на зимний период
Код: 03.01.08.11.05Программа Компас 3D V

Технологическая карта на восстановление автомобильных тормозных колодок
Код: 03.01.08.11.04Программа Компас 3D V

Технологическая карта на изготовление крышки корпуса
Код: 03.01.08.11.03Программа Компас 3D V
Последние просмотренные материалы