Перечень чертежей:
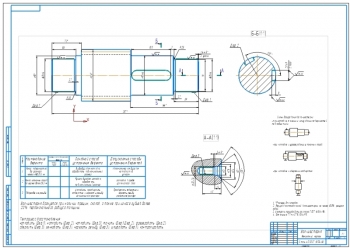
1. Чертеж карты дефектации гильзы цилиндра двигателя ЗИЛ-130 А1 с возможными дефектами со способом устранения:
- Обрыв бурта. Браковать.
- Обломы или сколы нижней части. Браковать.
- Трещины на стенках. Браковать.
- Кавитационные раковины на наружной поверхности. Браковать при раковинах диаметром более 2 мм и глубиной более 1 мм.
- Сколы на верхнем торце бурта Заварить. Браковать при сколах длиной по окружности более 5 мм или в количестве более 5 штук на расстоянии менее 10 мм друг от друга.
- Забоины или раковины на бурте. Зачистить. Заварить. Браковать при забоинах или раковинах шириной более половины пояска в количестве более 5 штук на расстоянии менее 10 мм друг от друга.
- Риски, задиры, раковины или износ рабочей поверхности. Восстановить армированием стальной лентой.
- Износ верхнего посадочного пояска. Напылить.
- Износ нижнего посадочного пояска. Напылить.
Дополнительные материалы: Пояснительная записка на 9 стр.
В пояснительной записке была рассмотрена дефектация гильзы цилиндра двигателя ЗИЛ-130. Гильза изготовлена из специального модифицированного серого чугуна СЧ-18-36.
Износ зеркала гильз и цилиндров – наиболее часто встречающийся дефект – происходит в результате трения поршневых колец о зеркало гильзы при наличии в зоне трения абразивных частиц, ограниченной смазки или ее отсутствия, из-за повышенных температур и наличии агрессивных сред.
Износ деталей в сопряжении гильза-кольцо приводит к ухудшению пусковых качеств, повышению расхода топлива и масла, падению компрессии, и как следствие мощности двигателя.
В процессе работы деталь испытывает механические нагрузки, сопровождающиеся коррозионно-механическим и молекулярно-механическим износом.
Основными явлениями, характеризующими данные виды износа, являются молекулярное схватывание, перенос материала, разрушение возникающих связей, вырывание частиц и образование продуктов химического взаимодействия металла с агрессивными элементами среды.
Проведен анализ существующих способов восстановления гильзы цилиндров.
Способ ремонтных размеров. Сущность его состоит в том, что происходит восстановление за счет изменения номинальных размеров вследствие механической и электрохимической обработок, при этом сопрягаемая деталь заменяется на новую чтобы обеспечить регламентированную посадку в сопряжении.
Следующий способ: постановка дополнительных деталей. Учитывая характер износа гильз целесообразно восстанавливать их путем установки хромированных стальных втулок (длиной 60-70 мм) в верхней части цилиндра. Данный способ предусматривает использование гильз ремонтных размеров и представляет собой комбинацию способов ремонтных размеров и дополнительных деталей.
Контактная приварка стальной ленты, индукционная центробежная наплавка, термопластическое обжатие. Каждый из этих способов реализуется при разогреве материала восстанавливаемой детали, что приводит к изменению его структуры и возникновению дополнительных поверхностных дефектов, что снижает долговечность восстановленных деталей. При контактной приварке ленты ухудшаются условия теплоотвода из рабочей зоны из за малой площади контакта ленты с цилиндром (в отдельных точках.
Способ металлизации. Цилиндры, восстановленные по этой технологии, отличаются высокой износостойкостью и не уступают новым, прошедшим закалку токами высокой частоты. Однако в связи с тем, что прочность сцепления наносимых покрытий с основным металлом составляет 15-20 МПа, цилиндры, восстановленные данным способом, обладают низкой надежностью, что сдерживает широкое внедрение данного способа в ремонтное производство.
В условиях мастерской наиболее приемлемым способом восстановления является – постановка дополнительной детали (ленты) с последующей обработкой до номинального размера.
Приведены основные дефекты гильзы цилиндров.
|
Наименование дефекта |
Способ устранения |
|
Износ или задиры отверстия под поршень |
Расточка с последующим хонингованием под РР. Армированием лентой |
|
Износ нижнего посадочного пояска |
Гальваническим натиранием до размера по рабочему чертежу |
|
Износ верхнего посадочного пояска |
Гальваническим натиранием до размера по рабочему чертежу |
Построена схема технологического процесса устранения дефектов.
В программе: Компас 3D v

Ремонт неповоротной платформы автокрана КС-4572
Код: 03.01.08.09.52Количество чертежей: 4 штуки
В программе: Компас 3D v, AutoCad

Графики изменения технического состояния элементов КПП КамАЗ
Код: 03.01.08.09.51Количество чертежей: 1 штука
В программе: Компас 3Dv

Восстановление приводного колеса мостового крана
Код: 03.01.08.09.50Количество чертежей: 3 штуки
Спецификация – присутствует на чертежах
В программе: Компас 3D v, AutoCad

Ремонт переднего тормозного барабана ГАЗ-4301
Код: 03.01.08.09.49Количество чертежей: 3 штуки
Спецификация – 2 листа
В программе: Компас 3D v

Восстановление коленчатого вала двигателя СМД-60
Код: 03.01.08.09.48Количество чертежей: 2 штуки
В программе: Компас 3D v

Дефектовочная карта вала КПП ВАЗ-2110 В программе: Компас 3D v
Код: 03.01.08.09.47В программе: Компас 3D v
Последние просмотренные материалы