Перечень чертежей:
- Чертеж карты дефектов, возникающих при эксплуатации блока цилиндров на формате А1 с причиной возникновения:
Глубокие задиры на поверхности цилиндра.
- Ослабление посадка поршневого пальца в верхней головке шатуна ли нарушена его фиксация в бобышках поршня.
- Перегрев двигателя, в результате которого разрушаются поршни.
- Попадание в цилиндры двигателя посторонних предметов.
Царапины на поверхности цилиндра.
- Поломка поршневых пальцев.
- Поломка перемычек на поршнях между канавками под поршневые кольца.
- Перегрев двигателя.
- Длительная эксплуатация мотора с повреждённым воздушным фильтром или вовсе без него.
Выработка поверхности цилиндра.
- Неисправность системы питания.
- Неисправность системы зажигания.
Трещины в цилиндрах.
- Перегрев двигателя.
- Разрушение поршня и шатуна в результате гидроудара или попадания посторонних предметов в цилиндр.
Трещины на верхней плоскости блока, в районе отверстий под болты головки.
- Блок перед сборкой был плохо промыт и не продут, в результате чего осталась жидкость или грязь в резьбовых отверстиях для болтов, крепящих головку цилиндров.
- Неправильная затяжка болтов головки блока.
- Перегрев двигателя.
Трещины, пробоины и обломы приливов на других поверхностях блока цилиндров.
- Обрыв шатуна.
- Разрушение поршня.
- Последствия аварии, в которой произошла деформация моторного отсека.
- Общий перегрев двигателя.
- Неправильная затяжка крепежных болтов.
Разрушение резьбы в крепежных отверстиях.
- Неправильная затяжка крепежных болтов.
Износ постелей коренных вкладышей и дополнительных валиков.
- Технология восстановления блока цилиндров на формате А1 со следующими операциями:
Демонтаж, очистка.
Дефектовка.
Механическая обработка.
Сварка: подготовка сварочных материалов.
Подготовка поверхности изделия к сварке.
Сварка.
Контроль качества.
Дополнительные материалы: Пояснительная записка на 10 стр.
В пояснительной записке была выполнена разработка технологии восстановления блока. Рассмотрены этапы технологического процесса восстановления блока цилиндров.
- Демонтаж выполняется с помощью приспособления 7831-4044 и набора ключей.
Головку цилиндров устанавливают на приспособление для разборки-сборки 7831-4044 или верстак. Разогнув усики стопорной шайбы крепления стойки коромысел, отвертывают гайки крепления стоек оси коромысел и снимают стойку коромысел, стопорные шайбы и фиксатор коромысел, а затем - коромысла клапанов со стойки коромысел. Отвернув и сняв гайку регулировочного винта, ввертывают регулировочный винт коромысла, снимают головку цилиндров с приспособления для разборки-сборки и устанавливают на приспособление для снятия-установки клапанов так, чтобы штифты вошли в отверстия под болты крепления головки.
Очистка деталей. Головку цилиндров и снятые детали моют, клапаны, седла и направляющие втулки клапанов очищают от нагара, обдувают детали сжатым воздухом и дефектуют.
- При дефектовке определяют выбракованные и годные к восстановлению детали.
Головку цилиндров устанавливают на стенд для опрессовки 470.085 и проверяют под давлением воздуха 0,3 МПа (3 кгс/см) в течение 2 мин герметичность рубашки охлаждения и под давлением 0,6...0,65 МПа (6...6,5 кгс/см) - герметичность масляных каналов. При утечке воздуха головку цилиндров бракуют. Она также подлежит выбраковке при наличии трещин, захватывающих внутренние каналы, полости отверстий под форсунку, направляющие втулки и поверхность сопряжения с блоком цилиндров, при разрушении посадочных мест под седла клапанов и перемычек между ними, при повреждении или гравитационном разрушении поверхности сопряжения с блоком цилиндров.
3. Механическая обработка выявленных дефектов. Дефект коробления плоскостей устраняется шлифованием до выведения неплоскостности. При значительных короблениях плоскости фрезеруют. Резьбовые поверхности в блоках цилиндров ремонтируют в основном под чертежный размер завода-изготовителя.
4. Подготовка сварочных материалов. В наибольшей степени основному материалу соответствует присадочная проволока марки Св-АК5.
Проволока марки СвАК5 поставляется в соответствии с ГОСТ 7871-75.
В качестве защитных газов при сварке применяются инертные и активные газы и смесь инертных и активных газов.
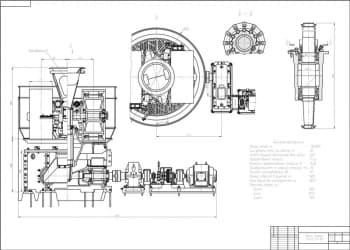
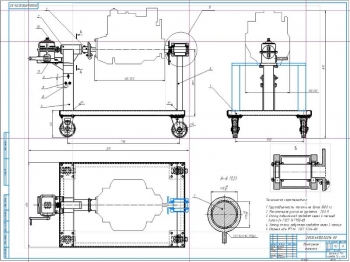
5. Подготовка поверхности изделия к сварке. Блок цилиндров устанавливается на специализированный стенд, предназначенный для удержания и поворота (для удобства наплавки) детали.
Стенд (представлен в графическом материале работы), имеет жесткое основание для неподвижной установки блока цилиндров на рабочем месте. Блок цилиндров крепится к поворотным кронштейнам и может занимать положение, удобное для работы во время проведения сварочных операций.
- Заварка дефектов. Сварка производится в среде защитных газов. Этот способ характеризуется достаточно высокой производительностью, возможностью ведения процесса во всех пространственных положениях. Инертный газ обеспечивает хорошую защиту жидкого металла от окружающей среды.
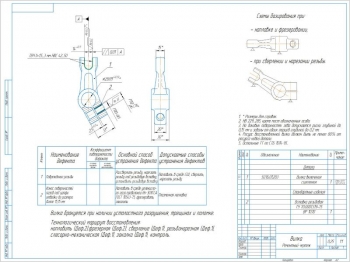
Применяется для наплавки разработанную в дипломной работе конструкцию для полуавтоматической сварки в среде инертных газов неплавящимся вольфрамовым электродом.
- Механическая обработка после сварки. Производится чистовая обработка наплавленной поверхности. Поверхность обрабатывают косточковой крышкой, использование шлифовальных кругов не рекомендуется, поскольку их поверхность быстро забивается и оставляет царапины.
- Контроль качества восстановленного изделия. Блок цилиндров - основная базовая деталь, на которой все узлы и механизмы двигателя устанавливают в строго определенном положении (координации). Жесткость и прочность блока цилиндров обуславливает нормальное взаимодействие деталей и узлов двигателя.
В программе: Компас 3D v

Чертеж анализа дисбаланса и балансировки маховиков, дисков, колес тракторов и автомобилей
Код: 03.01.08.09.41Количество чертежей: 1 штука
В программе: Компас 3D

Ремонтный чертеж тормозного барабана автомобиля ВАЗ-2108
Код: 03.01.08.09.40Количество чертежей: 6 штук
Спецификация – отсутствует
В программе: Компас 3D v

Чертеж восстановления коленчатого вала автомобиля ВАЗ 2107
Код: 03.01.08.09.39Количество чертежей: 1 штука
В программе: Компас 3D

Ремонтный чертёж опорного катка крана РДК-250 с картой дефектации
Код: 03.01.08.09.38Программа Компас 3D V

Ремонтный чертёж шестерни насоса НШ-32 с картой дефектации
Код: 03.01.08.09.37Программа Компас 3D V

Ремонтный чертёж вала-шестерни с картой дефектации
Код: 03.01.08.09.36Программа Компас 3D V
Последние просмотренные материалы