- Чертеж конструкции делительной головки, А2:
- Размеры 530 х 340 х 400 мм
- Масса не более 20 кг
- Угол поворота шпинделя 900
Дополнительные материалы: прилагается расчетно-пояснительная записка на 18 листах. В проекте проведена разработка конструкции делительной головки с углом поворота на 90˚, предназначенной для получения отверстий в детали "вал".
Выполнен анализ технологичности детали с расчетом коэффициента использования материала, равного 0,643. В качестве заготовки применен пруток диаметром 50 мм.
Разработан маршрутный технологический процесс изготовления детали «Фальцвалик», предполагающий выполнение операций:
|
№ |
Операция |
Описание |
|
1 |
005 Заготовительная |
Отрезка заготовки из прутка |
|
2 |
010 Токарная |
Подрезка торцов, точение шейки |
|
3 |
015, 025 Термическая |
Закалка |
|
4 |
020 Токарная |
Снятие фасок, накатка рифления |
|
5 |
030 Круглошлифовальная |
Шлифование шейки |
|
6 |
035 Фрезерная |
Сверление отверстий |
|
7 |
050 Координатно-расточная с СПУ |
|
|
8 |
040 Промывочная |
Промывка |
|
9 |
045 Контрольная |
Окончательный контроль детали |
|
10 |
050 Консервация |
Приведен расчет себестоимости детали. Цена детали с НДС равна 67,26 руб.
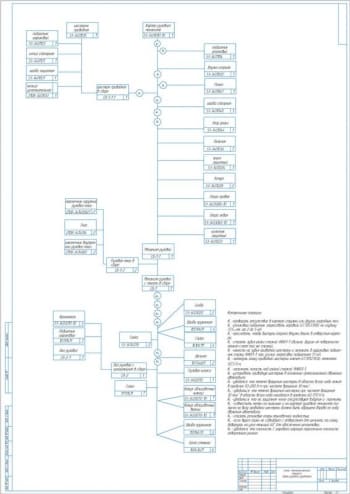
Приведено описание устройства и принципа его работы. Корпус приспособления выполнен сборным. В его состав включен угольник и плита. Внутри корпуса смонтирован шпиндель. На одном конце шпинделя крепится зажимной трёхкулачковый патрон. На другом конце расположен фланец с пружинным фиксатором. Фиксирование шпинделя в осевом направлении выполнено гайкой. В угольнике выполнено 12 равнорасположенных отверстий, армированных стальными закалёнными втулками.
Принцип работы. При делении выполняется оттягивание рукоятки, связанной с плунжером и штифтом, и производится необходимый поворот. Посредством пружины плунжер фиксатора досылается в очередную делительную втулку. В таком положении шпиндель с помощью рукоятки закрепляется зажимом.
В работе спроектирована делительная головка с углом поворота на 90˚, предназначенная для получения отверстий в детали "вал", с разработкой технологического процесса обработки детали.
Спецификация – 1 лист
В программе: Компас 3D v

Шпиндельный узел фрезерного станка 6Р80
Код: 03.01.05.02.08.00.10.10Программа: Компас 3D v
Спецификация – 2 листа
Дополнительные материалы: расчетно-пояснительная записка на 5 страницах

Расточная головка в сборе с расчетом
Код: 03.01.05.02.08.00.10.09Спецификация – 1 лист
Программа: Компас 3D v

Шпиндель шлифовального станка модели 3А151
Код: 03.01.05.02.08.00.10.08Программа: Компас 3D v

Шпиндель токарного станка модели 16К30Ф3
Код: 03.01.05.02.08.00.10.07Программа: Компас 3D v

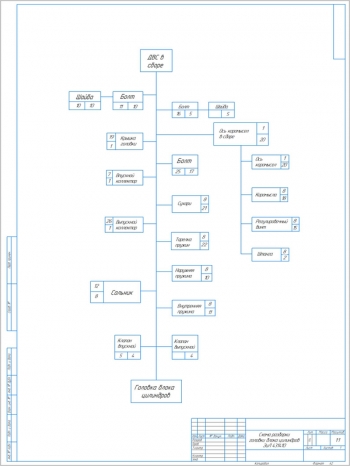
Процесс сборки узла фрезерной головки
Код: 03.01.05.02.08.00.10.06Количество чертежей: 3 штуки
Спецификация – 1 лист
В программе: Компас 3D v

Чертеж шпиндельного узла токарно-револьверного станка 1К341
Код: 03.01.05.02.08.00.10.05Спецификация – 2 листа
Программа: Компас 3D v
Последние просмотренные материалы