Рабочий чертеж шпинделя станка модели 16К30Ф3, А2.
Изделие представляет собой длинный ступенчатый вал с фланцем, имеющим 12 резьбовых крепежных отверстий, и внутренним конусом для установки хвостовика центра для зажима обрабатываемой заготовки в станке. Проставлены: исполнительные размеры (чистовая длина вала равна 1,165м ), чистота поверхностей, предельные отклонения посадочных мест, допуска.
Приведены технические требования по неуказанным биениям, радиусам, овальности, конусности, квалитетам. Заготовка для изготовления шпинделя берется из сортового проката – круга из легированной Стали 40Х. Далее отрезается цилиндр с припусками на торцевание и устанавливается на токарный станок. Здесь растачиваются все круглые формы с указанной шероховатостью и нарезается резьба на конце вала.
На горизонтально-сверлильном агрегате выполняются отверстия: внутреннее коническое и стыковочные во фланце. Фрезеровщик делает шпоночные пазы.
Полученная деталь служит для установки и передачи вращения заготовке, растачиваемой на агрегате 16К30Ф3 и передает ей главное движение от коробки скоростей в выбранном режиме. Шпиндель участвует в рабочих операциях механической обработки токарно-винторезного устройства с числовым программным управлением. Эта часть обеспечивает прочность и жесткость во всем интервале 12 скоростей, предусмотренных станком.
Центр шпинделя изготавливается в соответствии с ГОСТ 13214-67. Вал стоит на подшипниках скоростного редуктора и управляется зубчатыми колесами, посаженными через шпонки в соответствующих его местах; находится в сборе на одной оси с выдвигающейся пинолью для точного базирования заготовок.
В конструкции шпинделя предусмотрены заходные фаски для ответных деталей, канавки на выход режущего инструмента. Фланцуется вал внутри коробки по наружному конусу, фиксируется установочным штифтом и закручивается болтами.
Программа: Компас 3D v
Рабочий чертеж шпинделя станка модели 16К30Ф3, А2.
Изделие представляет собой длинный ступенчатый вал с фланцем, имеющим 12 резьбовых крепежных отверстий, и внутренним конусом для установки хвостовика центра для зажима обрабатываемой заготовки в станке. Проставлены: исполнительные размеры (чистовая длина вала равна 1,165м ), чистота поверхностей, предельные отклонения посадочных мест, допуска.
Приведены технические требования по неуказанным биениям, радиусам, овальности, конусности, квалитетам. Заготовка для изготовления шпинделя берется из сортового проката – круга из легированной Стали 40Х. Далее отрезается цилиндр с припусками на торцевание и устанавливается на токарный станок. Здесь растачиваются все круглые формы с указанной шероховатостью и нарезается резьба на конце вала.
На горизонтально-сверлильном агрегате выполняются отверстия: внутреннее коническое и стыковочные во фланце. Фрезеровщик делает шпоночные пазы.
Полученная деталь служит для установки и передачи вращения заготовке, растачиваемой на агрегате 16К30Ф3 и передает ей главное движение от коробки скоростей в выбранном режиме. Шпиндель участвует в рабочих операциях механической обработки токарно-винторезного устройства с числовым программным управлением. Эта часть обеспечивает прочность и жесткость во всем интервале 12 скоростей, предусмотренных станком.
Центр шпинделя изготавливается в соответствии с ГОСТ 13214-67. Вал стоит на подшипниках скоростного редуктора и управляется зубчатыми колесами, посаженными через шпонки в соответствующих его местах; находится в сборе на одной оси с выдвигающейся пинолью для точного базирования заготовок.
В конструкции шпинделя предусмотрены заходные фаски для ответных деталей, канавки на выход режущего инструмента. Фланцуется вал внутри коробки по наружному конусу, фиксируется установочным штифтом и закручивается болтами.
Программа: Компас 3D v

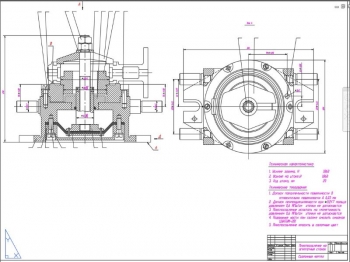
Процесс сборки узла фрезерной головки
Код: 03.01.05.02.08.00.10.06Количество чертежей: 3 штуки
Спецификация – 1 лист
В программе: Компас 3D v

Чертеж шпиндельного узла токарно-револьверного станка 1К341
Код: 03.01.05.02.08.00.10.05Спецификация – 2 листа
Программа: Компас 3D v

Поворотная головка фрезерного станка 6Р13Б
Код: 03.01.05.02.08.00.10.04Спецификация – 2 листа
Программа: Компас 3D v

Шпиндельный узел токарно-револьверного станка 1Б140
Код: 03.01.05.02.08.00.10.03Спецификация – 3 листа
Программа: Компас 3D v

Шпиндельная бабка токарно-винторезного станка типа 16К20Т1
Код: 03.01.05.02.08.00.10.02Спецификация – 2 листа
Программа: Компас 3D v

Шпиндельный узел вертикально-фрезерного станка типа 6М10
Код: 03.01.05.02.08.00.10.01Спецификация – 2 листа
Программа: Компас 3D v
Последние просмотренные материалы