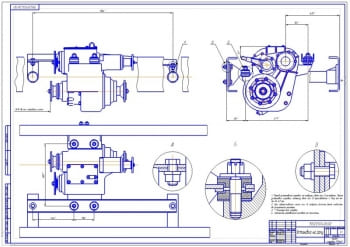
- Сборочный чертеж узла фрезерной головки А1:
Обеспечить крутящий момент (16 Нм) в резьбовом соединении гайки 3.
Обеспечить крутящий момент (16 Нм) в резьбовом соединении гайки 9.
Обеспечить отсутствие заклинивания при перемещении скалки 7.
Обеспечить зазор 0ΘБΔ.
Обеспечить не параллельность торцов не более 0,01 мм на длине до 100 мм.
Обеспечить осевой зазор не 0,036 мм на длине 26 мм подвижного соединения.
- Схема расчленения и последовательности сборки А1.
- Маршрутная карта сборки с описанием переходов,
Дополнительные материалы: прилагается расчетно-пояснительная записка на 12 страницах, где приведено описание разработки технологического процесса сборки узла фрезерной головки.
Фрезерная головка состоит из корпуса, барабана, расположенного в корпусе, четырех скалок и пиноли смонтированной на них. Пиноль может радиально смещаться относительно барабана. Шпиндель располагается в пиноли. Для регулировки хода врезания инструмента использованы винты. Также они предназначены для установки по оси барабана оси пиноли. Врезание инструмента происходит пока скалки не упрутся в регулировочные винты.
Узел фрезерной головки предназначен для перемещения пиноли со скалкой в осевом направлении.
Выполнен технологический анализ для создания схемы расчленения изделия на детали и сборочные единицы. Приведен эскиз узла фрезерной головки, по которому определяются виды соединений. Результаты анализа представлены в виде таблицы. Установлены количественные показатели соединения.
Разработан технологический маршрут общей сборки с описанием переходов. Далее составлена операционная технология узловой сборки, в которую входят следующие операции:
- Подготовительная – проводится комплектование для сборки;
- Сборочно-автоматная с двумя переходами. В этой операции в отверстие пиноли устанавливают скалку и запрессовывают в нее штифт;
- Сборочная, в которой пиноль со скалкой устанавливают в барабан;
- Сборочно-монтажная в пять переходов, где предварительно закручивают винт 9 в корпус 8, на винт предварительно накручивают гайку ключом до предельного крутящего момента. Затем полученную сборку корпуса монтируют в барабан, где уже окончательно заворачивают винт в корпус и гайку, используя динамометрический ключ;
- Сборочно-монтажная в шесть переходов, где винт 3 предварительно закручивают в корпус 4, а на сам винт гайку. В корпус устанавливают пружину. Данную подсборку монтируют в барабан, где уже окончательно закручивают винт и гайку, причем для гайки используется динамометрический ключ;
- Контрольная, в которой индикатором проверяется осевой зазор в соединении винт-скалка.
Показаны операционные эскизы. Суммарное время сборки узла составило – 4,959 мин.
В ходе выполнения работы был проведен анализ для создания схемы разделения изделия на детали и сборочные единицы. Описано назначение узла фрезерной головки.
Разработан маршрут технологии общей сборки. Составлен технологический процесс узловой сборки с описанием переходов и расчетом времени на операцию. Также были показаны эскизы. Общее время сборки узла – 4,959 мин.
Спецификация – 1 лист
В программе: Компас 3D v

Чертеж шпиндельного узла токарно-револьверного станка 1К341
Код: 03.01.05.02.08.00.10.05Спецификация – 2 листа
Программа: Компас 3D v

Поворотная головка фрезерного станка 6Р13Б
Код: 03.01.05.02.08.00.10.04Спецификация – 2 листа
Программа: Компас 3D v

Шпиндельный узел токарно-револьверного станка 1Б140
Код: 03.01.05.02.08.00.10.03Спецификация – 3 листа
Программа: Компас 3D v

Шпиндельная бабка токарно-винторезного станка типа 16К20Т1
Код: 03.01.05.02.08.00.10.02Спецификация – 2 листа
Программа: Компас 3D v

Шпиндельный узел вертикально-фрезерного станка типа 6М10
Код: 03.01.05.02.08.00.10.01Спецификация – 2 листа
Программа: Компас 3D v
Последние просмотренные материалы