Сборочный чертёж расточной головки, А1.
В основе устройства лежит корпус 1, на внешнюю резьбу которого накручиваются корпуса пластин 2. Внутри имеется сквозное радиальное отверстие, куда вставляются с обоих сторон установочные пальцы 10 с буртами. В них заходят винты 4 с потайной шестигранной головкой заподлицо с торцовыми поверхностями. Распорка осуществляется цилиндрической пружиной 8, упирающейся в специальные расточенные сёдла. Снизу поджим делается также винтами 7, фиксирующими тела пальцев. Здесь также присутствуют пластины: квадратная 9 и трёхгранная 5.
На сопрягаемые поверхности наносится смазочный материал. Резьбовые соединения должны ходит гладко без заеданий. Масштаб изображения – увеличенный (2:1). Длина изделия равна 0,18м. К основным рабочим параметрам расточной головки относятся: интервал изменяемых диаметров, точность регулировки и шероховатость. Режущих кромок может быть две или одна. Они оснащены твёрдосплавными пластинами разнообразной геометрической конфигурации. Эти элементы выбираются в зависимости от желаемого микропрофиля обрабатываемой детали.
Оборудование может устанавливаться на любой тип металлорежущих станков. Различают головки для чернового, получистового и чистового растачивания. При монтаже на станке настройка осуществляется микрометром или скобой. Возможно оснащения изделия лимбом с нониусом для повышения точности механической обработки. Работа этим видом инструмента производится после окончания операции сверления.
Головка должна быть сбалансирована, поэтому лучшим вариантом считается конструкция с двумя резцами, радиально ориентированными. При этом можно увеличить рабочие скорости резания и получить более высокую точность. Корпус выполняет роль регулятора центрового положения резцов. Бывают головки с ручной и автоматической подачей. Для изготовления применяется легированная инструментальная сталь с термической обработкой и тонким шлифованием на завершающем этапе.
Расчеты на 2 страницах прилагаются.
Спецификация – 1 лист
Программа: Компас 3D v

Шпиндель шлифовального станка модели 3А151
Код: 03.01.05.02.08.00.10.08Программа: Компас 3D v

Шпиндель токарного станка модели 16К30Ф3
Код: 03.01.05.02.08.00.10.07Программа: Компас 3D v

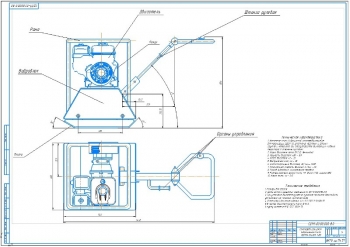
Процесс сборки узла фрезерной головки
Код: 03.01.05.02.08.00.10.06Количество чертежей: 3 штуки
Спецификация – 1 лист
В программе: Компас 3D v

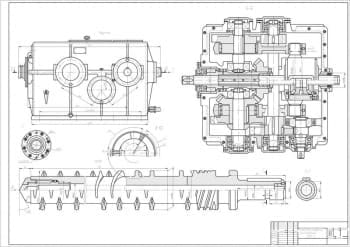
Чертеж шпиндельного узла токарно-револьверного станка 1К341
Код: 03.01.05.02.08.00.10.05Спецификация – 2 листа
Программа: Компас 3D v

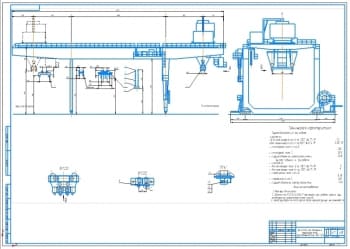
Поворотная головка фрезерного станка 6Р13Б
Код: 03.01.05.02.08.00.10.04Спецификация – 2 листа
Программа: Компас 3D v

Шпиндельный узел токарно-револьверного станка 1Б140
Код: 03.01.05.02.08.00.10.03Спецификация – 3 листа
Программа: Компас 3D v