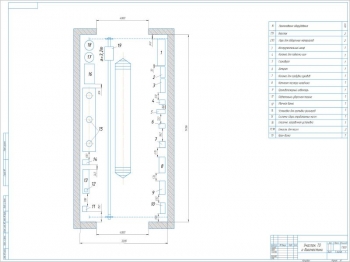
Рабочий чертеж шпинделя шлифовального станка модели 3А151, А2.
Обозначены: термическая обработка и шероховатость поверхностей. Перечислены технические требования при изготовлении шпинделя по технологии, предельных отклонений форм, притирки, покраски. Изделие начерчено в виде симметричного вала (в натуральную величину, кроме длины после изготовления – 0,685м).
На концах имеются конические посадочные поверхности (с гнездами под сегментные шпонки), далее через канавку следует резьбовая часть, затем гладкий полированный участок и средняя шлифованная протяженность. С обоих сторон выполнены глухие резьбовые отверстия М6. Имеются выходные канавки для рабочего инструмента, заходные фаски.
При основаниях конусов сняты лыски для охвата поверхности торцовым ключом с целью удержания и закручивания при монтаже конструкции привода.
Шпиндель выполнен из Стали 40Х с поверхностной закалкой токами высокой частоты индуктивным методом, позволяющей получить достаточную твердость материала, чтобы выдержать возлагаемые на него нагрузки при задаваемых режимах работы. Изготавливается на токарном станке из круглой заготовки (на другом оборудовании места под ключ фрезеруются, сверлятся отверстия и нарезается резьба).
Шпиндель (устанавливается на подшипниковых опорах) является составной частью бабки, на ней монтируется и приводится в движение рабочий инструмент – шлифовальный круг. Вся конструкция находится в закрытом корпусе. На конусную часть и шпонку одевается оправка, которая фиксируется на валу, снабженным корректирующим элементом с электрическим управлением.
Расстояние между посадочными местами для гидростатических узлов трения рассчитано, исходя из предельной жесткости системы при максимально тяжелом режиме работы. Устройство оснащено предохранителем от самопроизвольного опускания на обрабатываемую деталь. Шпиндель должен не допускать биений (осевого и торцевого).
Программа: Компас 3D v

Шпиндель токарного станка модели 16К30Ф3
Код: 03.01.05.02.08.00.10.07Программа: Компас 3D v

Процесс сборки узла фрезерной головки
Код: 03.01.05.02.08.00.10.06Количество чертежей: 3 штуки
Спецификация – 1 лист
В программе: Компас 3D v

Чертеж шпиндельного узла токарно-револьверного станка 1К341
Код: 03.01.05.02.08.00.10.05Спецификация – 2 листа
Программа: Компас 3D v

Поворотная головка фрезерного станка 6Р13Б
Код: 03.01.05.02.08.00.10.04Спецификация – 2 листа
Программа: Компас 3D v

Шпиндельный узел токарно-револьверного станка 1Б140
Код: 03.01.05.02.08.00.10.03Спецификация – 3 листа
Программа: Компас 3D v
Последние просмотренные материалы