Перечень чертежей:
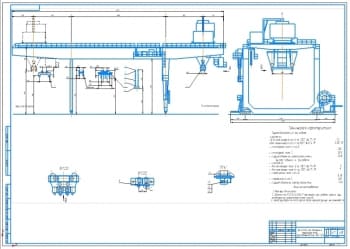
- Чертеж общего вида бензиновой самопередвигающейся вибрационной плиты для уплотнения асфальта и грунта при дорожном строительстве формата А1 с техническими требованиями: нормы затяжки резьбовых соединений по ОСТ 37.001.050-73, при установке двигателя рукоятка пускового механизма должна быть установлена как показана на главном виде, в топливный бак залить бензин АИ - 92 ГОСТ Р 51105-97, в картер двигателя залить масло 10W40, в муфту сцепления М10 ГОСТ 8581-78; и характеристикой:
- Назначение плиты вибрационной самопередвигающейся: для механизации работ по уплотнению несвязных и связных грунтов и материалов при благоустройстве прилегающих к зданию территорий в стесненных условиях
- Марка двигателя: Honda GX240, бензиновый
- Мощность двигателя 5,9 кВт
- Масса двигателя 25 кг
- Возмущающая сила 28 кН
- Частота вращения двигателя 3600 об/мин
- Максимальная скорость движения 25 м/мин
- Привод виброблока: клиноременная передача
- Размеры рабочего органа плиты: длина -700 мм, ширина-650 мм
- Масса плиты 315 кг
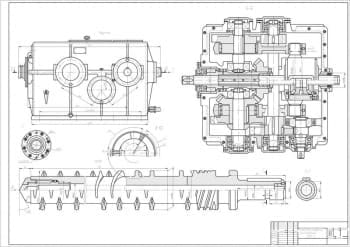
- Виброблок в сборе А1:
- Залить в виброблок масло ТАП-15В ГОСТ 23659-79 в размере 4,5 л и обкатать его в течение 2 часов
- Сборочный чертеж плиты А1
- Силовой агрегат в сборе А1:
- Детали промыть и просушить сжатым воздухом
- Напресовку подшипников на вал производить безударным способом
- Перед запресовкой в крышку, манжеты смазать Литолом ГОСТ 21150-75
- Момент затяжки гайки 100...150 Н×м
Дополнительные материалы: прилагается расчетно-пояснительная записка на 60 листах.
В пояснительной записке выполнен проектирование ручной самопередвигающейся вибрационной плиты с вынуждающей силой 28 кН.
Виброплита – механизм, применяемый в дорожном строительстве для уплотнения асфальта и грунта.
Суть работы плиты заключается в подаче вибрации на грунт при помощи специальных механизмов (эксцентриков), которые прикреплены к самой плите. Эксцентрики расположены таким образом, что при вращении в противофазе изменяется направление их действия (сдвигание фазы, за счет чего меняется вибрационное усилие) и таким образом регулируется направление вибрационных колебаний. То есть, виброплита может работать на месте, в режиме поступательного движения, или менять направление движения (вперед-назад).
Ход виброплиты регулируется специальным рычагом, работающим с помощью гидравлического привода. Рукоятка расположена на панели управления. Двигатель плиты закреплен штифтами на основании и обеспечивает работу вибрационного механизма. При запуске двигателя основную часть работы выполняет центробежная муфта, которая закреплена на выходе момента двигателя и работает с помощью ремня передачи клиновидного типа, проходящий на двух осях. Она передает вращение на вибрационный механизм. Муфта не функционирует на самых низких оборотах двигателя, поэтому возможен запуск виброплиты на «холостом» ходу. Рычаг акселератора регулирует частоту оборотов двигателя. Непосредственно во время работы он выставляется на максимальный уровень, чтоб плита не буксовала. Двигатель установлен на нижней части виброплиты и присоединен к амортизаторам, с помощью которых убирается вибрация, передаваемая на верхнюю часть.
Виброплита состоит из рабочей плиты, на которой смонтированы все основные узлы виброплиты. Вибратор имеет дебалансный вал, установленный в подшипниковых опорах. Корпус вибратора выполнен в виде цилиндра. Вибратор установлен на рабочую плиту в гнездо, повторяющее форму корпуса, и зафиксирован прижимными хомутами, которые крепятся к рабочей плите болтами. Моторная рама прикреплена к рабочей плите через резинометаллические элементы-амортизаторы. Двигатель установлен на моторной раме. На валу двигателя установлена центробежная муфта сцепления, которая включается при частоте вращения 2200 об/мин. От муфты к валу вибратора вращение передается через клиноременную передачу. Клиноременная передача имеет кожух, который крепится к моторной раме. Водило через сайлентблоки крепится к моторной раме. На водиле установлен пластиковый бак для воды, смачивающей подошву рабочей плиты.
В данном проекте проведено усовершенствование имеющейся конструкции виброплиты путем замены двигателя MOTOR JIKOV 1509 на менее мощный и более экономичный двигатель HONDA GX240.
Разработана новая конструкция подмоторной рамы, которая уменьшает действие вибрации на оператора и на двигатель за счет применения упругих элементов в виброопоре.
Проведена модернизация конструкции ведомого шкива, разгружающий вал от действия сил клиноременной передачи, за счет передачи вращения на вал через фланец. Это позволило снизить нагрузки на подшипники и вал, увеличить их долговечность.
Приведена конструкторская часть. Произведен расчет основных элементов вибрационной плиты.
Выполнен статический расчет виброплиты с определением параметров:
|
№ |
Наименование |
Значение |
|
1 |
размер основания плиты в направлении движения |
0,65 м |
|
2 |
Длина плиты |
0,7 м |
|
3 |
Необходимое время вибрирования |
3,125 |
|
4 |
Площадь основания плиты |
0,455 м2 |
|
5 |
Удельное статическое давление |
6791 Па |
|
6 |
Средняя скорость передвижения плиты |
0,67 м/мин |
|
7 |
Производительность самопередвигающейся виброплиты |
252,72 м2/ч |
Сделан тяговый расчет. Приведен расчет дебаланса.
Для изготовления дебалансов принят материал Сталь45 ГОСТ 1050-88. Определена центробежная сила от 1 дебаланса 14 кН, площадь сечения дебаланса 5279,28 мм2 и его ширина 16,88 мм.
Сделан расчет валов виброблока с определением диаметра первичного и вторичного валов: под шестерню и дебаланс 60 мм, под подшипники 50 мм.
Произведен подбор подшипников виброблока.
Произведена разработка конструкции. Принят четырехтактный бензиновый двигатель Honda GX240 мощностью 5,9 кВт, частота вращения 3600 об/мин с верхним расположением клапана цилиндра (OHV), горизонтальным валом и воздушным охлаждением, цилиндр расположен под углом 25°.
Описан технологический процесс изготовления зубчатого колеса виброблока.
Приведен маршрут обработки выбранной заготовки с операциями:
- 005 –Отрезная (Отрезать от круга заготовку длиной 52 мм)
- 010 – Токарная
- 025 – Зубофрезерная (Фрезеровать 64 зуба)
- 030 - Протяжная (Протянуть шпоночный паз)
- 035 – Термическая (Закалить заготовку)
- 040 – Шлифовальная (Шлифовать отверстие)
- 045 – Шлифовальная (Шлифовать зубья)
- 050 – Контроль ОТК
Произведен расчет режимов обработки и норм времени с определением основных значений и подбором необходимого оборудования.
Спецификация – 6 листов
В программе: Компас 3D v, AutoCad

Обзор конструкций дробилок
Код: 03.01.07.08.45Количество чертежей: 1 штука
В программе: Autocad

Модернизация формовочной машины СМЖ-227А
Код: 03.01.07.08.44Количество чертежей: 11 штук
Спецификация – 3 листа и присутствует на чертежах
В программе: AutoCAD

Разработка процесса ремонта пресса СМ-816
Код: 03.01.07.08.43Количество чертежей: 3 штуки
Спецификация – 1 лист
В программе: AutoCAD

Производство безнапорных железобетонных труб Д-500 мм
Код: 03.01.07.08.42Количество чертежей: 1 штука
В программе: Autocad
")
Роторная дробилка ДРС-10×10 (СМД-75А)
Код: 03.01.07.08.41Количество чертежей: 3 штуки
Спецификация – 3 листа
В программе: Компас 3D v

Игольчатый измельчитель роторно-центробежного типа
Код: 03.01.07.08.40Количество чертежей: 3 штуки
Спецификация – 6 листов
В программе: Компас 3D v