- Рабочие чертежи деталей: ступица, заготовка, технологический маршрут:
Неуказанные предельные отклонения размеров ГОСТ 30893.1
HB 215-240
Степень сложности штамповки С2
Группа стали М1
Точность изготовления – 9 класс
Штамповочные уклоны 5°
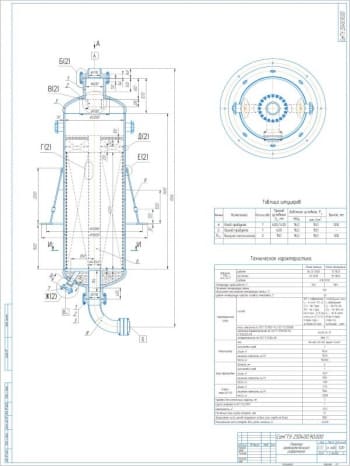
Дополнительные материалы: прилагается расчетно-пояснительная записка на 13 страницах, где описана разработка технологического процесса изготовления ступицы ведомого диска сцепления автомобиля ГАЗ-3309.
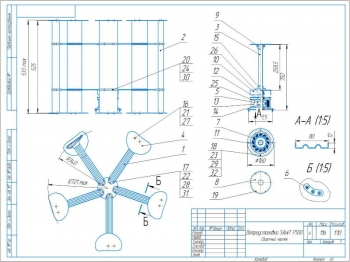
Приведено описание служебного назначения детали. Ступица необходима для передачи крутящего момента от двигателя к полуосям, связанных с коробкой переменных передач и дальше к колесам автомобиля. Выполнена ступица в виде диска со шлицевым отверстием, где шлицы прямые. Данная деталь работает в высокоскоростном режиме с большими кратковременными нагрузками. Ступица изготавливается из стали А35 ГОСТ 3766-86.
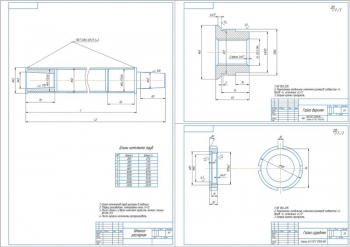
Выбран метод получения заготовки – штамповка на горизонтально-ковочной машине.
Проведен анализ технологичности детали., состоящий в оценке трудоемкости и себестоимости изготовления детали. Также технологичность детали предусматривает упрощение процессов изготовления заготовки.
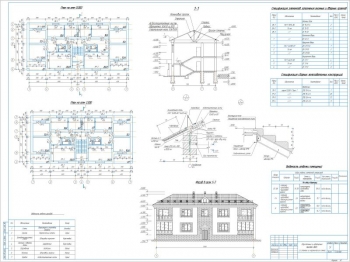
Составлена таблица технологического процесса изготовления ступицы.
Выполнен расчет припусков для наружного контура размером 26 мм, для отверстий диаметром 20 мм и для диаметра 80 мм. Все результаты расчетов приведены в табличном виде.
Рассчитаны режимы резания при точении наружного контура и при сверлении отверстий. Данные для точения занесены в таблицу:
|
№ |
Название |
Значение |
|
1 |
Глубина резания |
4 мм |
|
2 |
Подача |
2,99 мм/об |
|
3 |
Скорость резания |
131 м/мин |
В ходе проведения работ было рассмотрено служебное назначение детали и выбран метод получения заготовки.
Проведен анализ технологичности детали и составлен маршрут технологической обработки ступицы.
Выполнен расчет припусков на обработку трех размеров: наружный контур размером 26 мм, отверстий диаметром 20 мм и наружного диаметра 80 мм.
Рассчитаны режимы резания для операций точения и сверления.
В программе: Компас 3D v

Ступица заднего моста УАЗ
Код: 03.01.09.28.09Количество чертежей: 1 шт.
В программе: Компас 3D v

Разработка технологического процесса обработки детали Стакан
Код: 03.01.09.28.08Количество чертежей: 8 штук
В программе: Компас 3D v

Ступица шкива коленчатого вала
Код: 03.01.09.28.07Количество чертежей: 2 штуки
В программе: AutoCad

Проект процесса изготовления зубчатой обоймы
Код: 03.01.09.28.06Количество чертежей: 4 штуки
В программе: Компас 3D v, AutoCad

Корпус ступицы переднего колеса
Код: 03.01.09.28.05Количество чертежей: 2 штуки
В программе: Компас 3D v

Процесс обработки детали типа стакан
Код: 03.01.09.28.04Количество чертежей: 4 штуки
В программе: Компас 3D v