Перечень чертежей:
- Чертеж стакана А2 с техническими требованиями:
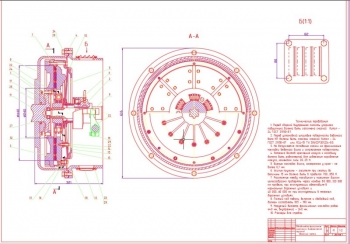
Отклонения центрального угла между осями двух любых отверстий не более ±35’.
База центральных углов – А.
- Рабочий чертеж заготовки стакана А2:
Нормализовать 207 НВ.
Точность изготовления Т4, группа стали М2, степень сложности С2, исходный индекс 12 по ГОСТ 7505-89.
Допустимая величина смещения поверхности разъема штампа - 0,8 мм
Допустимая величина остаточного облоя – 1 мм
Допустимая высота заусенца - 3 мм.
Неуказанные радиусы закруглений R 2,5±1,0.
Штамповочные уклоны: внешние - 7°, внутренние - 10°.
Другие технические требования по ГОСТ 8479-70.
- Карта наладки для вертикально-сверлильного станка 2Р135Ф2 А1
- Набор карт эскизов
- Карта эскиза для 005 операции с обозначением допусков и посадок
- Чертеж карты эскизов для 010 операции с обозначением шероховатости
- Эскиз для обработки детали стакан на 015 операции с выделением обрабатываемой поверхности
- Карта эскизов для 020 операции:
Приведен размер для справок.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 33 страницах, где разработан технологический процесс обработки детали «Стакан».
Проведен анализ конструкции. Данная деталь предназначена для фиксирования подшипника на конце вала в корпусе редуктора и предохранения их от загрязнения. Материл изготовления – сталь 35 ГОСТ 1050-88. Масса детали – 1,56 кг, а количество выпускаемых деталей – 20000 шт.
Определены конструктивные и технологические базы. Проведена качественная и количественная оценки. Количественная оценка проводится по трем показателям:
- Коэффициент унификации – 0,64;
- Точность размеров – самый высокий квалитет точности обработки 9;
- Шероховатость поверхности – не требуются доводочные операции.
На основании данных показателей сделан вывод, что деталь технологична.
Тип производства определяется по таблице по годовой программе выпуска и массе детали. В данном проекте тип производства – среднесерийный. При таком типе производства применяют специализированные, универсальные, агрегатные и другие металлорежущие станки. Заготовки бывают в виде штамповки, проката или отливок по моделям.
В технологической части проведен выбор метода получения заготовки. Для этого учитывают технологические свойства материала, размеры детали и ее конструктивные формы, а также программу выпуска. В результате выбран метод горячей объемной штамповки на прессах. Определена масса поковки, ее класс точности, степень сложности и исходный индекс.
Составлена таблица припусков и допусков. На основании этой таблицы выполнен эскиз заготовки. Определен коэффициент использования материала – 0,5.
Разработан маршрут технологического процесса обработки детали. При выборе черновых и чистовых баз необходимо придерживаться таких правил, как:
- Черновая базовая поверхность должна иметь четкое положение относительно других поверхностей;
- Черновая базовая поверхность должна обеспечивать стабильное положение детали в приспособлении;
- В качестве черновых баз следует выбирать поверхности ровные и чистые без следов разъема литейных форм, штампов и прочих дефектов;
- В качестве чистовых баз принимаются поверхности, наименее склонные к деформации под действием сил зажима и резания;
- Принцип постоянства баз, т.е. использование одних и тех же баз на разных операциях обработки;
- Принцип совмещения баз, т.е. измерительные, конструктивные и технологические базы едины.
Составлена маршрутно-операционная карта технологического процесса с наименованием операции, оборудованием, приспособлением и схемой установки. Также представлена таблица межоперационных припусков.
Проведен выбор оборудования и приспособлений. Для обработки отверстий выбран вертикально-сверлильный станок с ЧПУ 2Р135Ф2 с системой ЧПУ «Координата С70» с техническими характеристиками:
- Наибольший условный диаметр сверления по стали 45 35 мм
- Частота вращения шпинделя 45-2000 об/мин
- Максимальный крутящий момент на шпинделе 200 Н*м
- Расстояние от торца шпинделя до рабочей поверхности стола 40-600 мм
- Количество скоростей шпинделя 12
- Количество подач суппорта 18
- Дискретность задания перемещений 0,01 мм
- Наибольший ход суппорта по программе 560 мм
- Подача суппорта 10-500 мм/мин
- Рабочая поверхность стола (ДхШ) 400х710 мм
- Количество пазов стола 3
- Ширина Т-образного среднего паза стола 14 мм
- Точность позиционирования стола и салазок на длине хода 0,05 мм
- Мощность привода главного движения 3,7 кВт
- Габариты станка с выносным оборудованием 3500х2450х2700 мм
- Масса станка 4700 кг
Для токарных операций подобрано приспособление – патрон 7100-0019 ДСТУ ГОСТ 2675-2008.
В качестве режущего инструмента для токарной операции выбраны: резец проходной PCLNR 2525 M16 T5K10, сверло 2301-0106, расточной резец К01.5036.000-00 Т5К10.
Для токарной и сверлильной операций выбран следующий мерительный инструмент:
- Штангенциркуль ШЦЦ-I-250-0,01;
- Калибр-пробка 8133-1013.
Для снижения температуры и трения в зоне резания, снижения износа режущего инструмента и повреждения поверхностей обрабатываемой детали проведен выбор СОЖ.
Выполнен расчет режимов резания для токарной черновой и сверлильной операций. Также проведен их нормативный расчет. Результаты одной из операций занесены в таблицу:
|
№ |
Название |
Значение |
|
1 |
Глубина резания |
6 мм |
|
2 |
Подача |
0,37 мм/об |
|
3 |
Скорость резания |
18,84 м/мин |
|
4 |
Частота вращения шпинделя |
500 об/мин |
|
5 |
Минутная подача |
180 мм/мин |
|
6 |
Мощность резания |
3,8 кВт |
|
7 |
Основное время обработки |
0,74 мин |
|
8 |
Вспомогательное время |
0,61 мин |
|
9 |
Оперативное время |
1,35 мин |
|
10 |
Штучное время |
1,45 мин |
|
11 |
Подготовительно-заключительное время |
19,25 мин |
Проведена разработка управляющей программы для сверлильной операции. Составлена таблица технологических команд и координат перемещения инструментов. Показана циклограмма движения инструмента.
В ходе проведения работ был проведен анализ технологичности детали, выбран метод получения заготовки и ее параметры. Составлен технологический маршрут обработки детали и выбраны припуски на обработку.
Далее был поведен подбор оборудования, приспособления, режущих и измерительных инструментов.
Рассчитаны режимы резания и нормы времени для таких операций, как токарная черновая ЧПУ и сверлильная ЧПУ. Для сверлильной операции составлена управляющая программа.
В программе: Компас 3D v

Ступица шкива коленчатого вала
Код: 03.01.09.28.07Количество чертежей: 2 штуки
В программе: AutoCad

Проект процесса изготовления зубчатой обоймы
Код: 03.01.09.28.06Количество чертежей: 4 штуки
В программе: Компас 3D v, AutoCad

Корпус ступицы переднего колеса
Код: 03.01.09.28.05Количество чертежей: 2 штуки
В программе: Компас 3D v

Процесс обработки детали типа стакан
Код: 03.01.09.28.04Количество чертежей: 4 штуки
В программе: Компас 3D v

Изготовление корпуса ступицы шлифовальной головки
Код: 03.01.09.28.03Количество чертежей: 2 штуки
В программе: Компас 3Dv

Изготовление втулка гидронасоса
Код: 03.01.09.28.02В программе: Компас 3D v
Последние просмотренные материалы