Перечень чертежей:
- Чертеж зубчатой обоймы
- Отливка зубчатой обоймы с указанием материалов для изготовления, с техническими требованиями:
- Точность отливки 9-5 ГОСТ 26645-85
- Литейные уклоны – 3
- Литейные радиусы R5 мм
- Трещины, раковины не более 0,5 фактического припуска на сторону
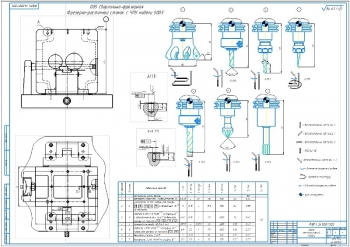
- Технологические карты изготовления детали:
- 005 Токарная
- 010 Сверлильная
- 015 Зубодолбежная
- 020 Термическая
- 025 Зубохонинговальная
- 030 Контрольная
- Рабочий чертеж зубчатой обоймы: неуказанные предельные отклонения размеров валов h14, отверстий H14, остальных ±IT14/2, твердость поверхности зубьев HRC 33...38: с технологической картой с графами:
- Номер операции
- Установка, переход
- Операции, переходы
- Эскизы, обработки
- Оборудование
- Инструмент
- Приспособление
- Режимы резания
Дополнительные материалы: прилагается расчетно-пояснительная записка на 33 листах, технологические карты на 6 листах.
В пояснительной записке выполнена разработка оптимального технологического процесса производства обоймы зубчатой.
Выполнено определение типа производства.
Принято серийное производство. Определен размер производственной партии 158 шт.
Проведен анализ технических условий и требований чертежа на изготовление детали.
Сделан выбор заготовки.
Для изготовления обоймы зубчатой выбрана заготовка из стали 40Х ГОСТ 4543-71. Требуемая длина заготовки рассчитана с учетом ширины отрезного резца и необходимости торцевания заготовки. Условное обозначение: Обойма зубчатая Сталь 40Х ГОСТ 4543-71.
Произведена разработка маршрутного технологического процесса изготовления детали, включающего следующие операции:
|
№ |
Наименование |
|
1 |
05. Токарная Установ 1 - Подрезка торца 1 начерно, начисто, - Точение поверхности 2 начерно, начисто, - Снятие фаски 3 - Расточение поверхности 9 начерно, начисто. Установ 2 - Подрезка торца 4 начерно, начисто, - Расточение поверхности 5 начерно, начисто, - Расточение поверхности 6 начисто, - Точение поверхности 7 начисто, - Снятие фаски 8 |
|
2 |
010. Сверлильная Установ 1 - Сверление 6 отверстий 10, - Снятие фаски 11, - Сверление 6 отверстий 12, - Нарезка резьбы 13, - Сверление отверстия 14, - Зенкерование отверстия 15, - Нарезка резьбы 16 |
|
3 |
015. Зубодолбежная Установ 1 - Нарезка зубьев 17 |
|
4 |
020. Термическая - Закалка, - Отпуск |
|
5 |
025. Притирочная Притирка зубьев |
Приведен выбор технологического оборудования.
Принято оборудование:
- Токарный станок с ЧПУ СКЕ6150z/2000
- Вертикально-сверлильный станок с револьверной головкой модель 2Р135Ф2
- Зубодолбежный полуавтоматический станок 5140
- Электропечь камерная СНОЛ-15/12
Выбрана технологическая оснастка:
- Стандартный резец токарный проходной (правый) с отогнутой головкой и пластиной из твердого сплава Т15К6
- Резец токарно-расточной для обработки сквозных отверстий второго исполнения Т5К10
- Сверло спиральное с коническим хвостовиком Т15К6, ГОСТ 22736-77
- Зенкер с коническим хвостовиком, оснащенный пластинами из твердого сплава Т15К6, диаметр 14 мм
- Метчик с проходным хвостовиком для метрической резьбы
- Долбяк прямозубый тип 1, ГОСТ 9323-79
Применяется измерительный инструмент:
- Штангенциркуль ШЦ -2-250-0,1
- Нутромер НИ100-160
- Микрометр МК 150-1 125-225-0.01
- Профилограф-профилометр А1
- Калибр-скоба 220h14
- Калибр-пробка 115,2H8
Сделан выбор общих и промежуточных припусков на обработку заготовки.
Выполнено назначение режимов обработки. Определены параметры для токарной операции:
|
№ |
Наименование |
Значение |
|||
|
Длина рабочего хода |
Число оборотов шпинделя |
Скорость |
Основное время на операцию |
||
|
1 |
Подрезка торца на диаметр 232 мм на глубину 5 мм |
62,5 мм |
159 об/мин |
261 м/мин |
2,72 мин |
|
2 |
Проточение с диаметра 232 мм до диаметра 220 мм h14 на длину 20 мм |
25 мм |
160 об/мин |
403 м/мин |
0,8 мин |
|
3 |
Снятие фаски 2х45º с диаметра 220 мм |
4,8 мм |
158 об/мин |
109 м/мин |
0,07 мин |
|
4 |
Расточение с диаметра 117 мм до диаметра 127H8 на длину 40 мм |
45 мм |
381 об/мин |
335 м/мин |
0,98 мин |
|
5 |
Переход 2. Переустановка детали |
||||
|
6 |
Подрезка торца на диаметр 155 мм на глубину 5 мм контролируя размер 67 мм |
30 мм |
238 об/мин |
116 м/мин |
0,87 мин |
|
7 |
Расточение с диаметра 105 мм до диаметра 115,2 мм H8 на длину 27 мм |
32 мм |
122,5 м/мин |
375 об/мин |
0,69 мин |
|
8 |
Расточение с диаметра 115,2 мм до диаметра 127 H14 на длину 2 мм |
5 мм |
387 об/мин |
140 м/мин |
0,1 мин |
|
9 |
Проточение с диаметра 155 мм до 145 h14 на длину 47 мм |
52 мм |
213 об/мин |
103,5 м/мин |
1,6 мин |
|
10 |
Снятие фаски 2х45º с диаметра 220 мм |
4,8 мм |
157 об/мин |
109 м/мин |
0,04 мин |
|
11 |
Основное время на токарную операцию |
7,93 мин |
|||
Сделано нормирование технологических операций механической обработки с определением нормы времени на изготовление одной детали 9,21 мин, партии 1455,21 мин, годового выпуска 36840 мин.
В данной работе разработан оптимальный технологический процесс производства обоймы зубчатой.
В программе: Компас 3D v, AutoCad

Корпус ступицы переднего колеса
Код: 03.01.09.28.05Количество чертежей: 2 штуки
В программе: Компас 3D v

Процесс обработки детали типа стакан
Код: 03.01.09.28.04Количество чертежей: 4 штуки
В программе: Компас 3D v

Изготовление корпуса ступицы шлифовальной головки
Код: 03.01.09.28.03Количество чертежей: 2 штуки
В программе: Компас 3Dv

Изготовление втулка гидронасоса
Код: 03.01.09.28.02В программе: Компас 3D v

Рабочий чертеж детали втулка
Код: 03.01.09.28.01В программе: АvtoCAD
Последние просмотренные материалы