Перечень чертежей:
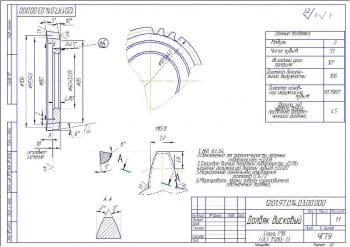
1. Рабочий чертеж детали втулка А4 из материала сталь 40 ГОСТ 1050-88 с указанием припусков, допусков и шероховатостей
Дополнительные материалы: Пояснительная записка на 15 стр.
В данной записке был определен тип производства. Программа запуска составляет 725 деталей, а выпуск в месяц 2900 шт. Тип производства - среднесерийное.
Производство серийное характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями и сравнительно большим объемом выпуска. В зависимости от количества изделий в партии или серии.
На предприятиях серийного производства значительная часть оборудования состоит из универсальных станков, которые оснащены универсально-наладочными и универсально-сборочными приспособлениями, что в свою очередь позволяет снять трудоемкость и удешевить производство.
Для серийного производства характерен дифференцированный технологический процесс изготовления деталей. Он расчленен на ряд небольших по объему операций, выполняемых на различных станках.
Выполнено общее описание конструкции детали и ее служебного назначения. Деталь «втулка» является типичным представителем деталей типа тела вращения и имеет следующие основные поверхности: длину 25 мм, наружный диаметр Æ 125 мм, внутренние диаметры Æ 50 мм и Æ 60 мм, паз длиной 8 мм, глубиной 12 мм, шириной 30 мм.
Наибольший квалитет точности наружных поверхностей h14, внутренних – H14. Наименьшая шероховатость Ra 0,8 мкм по Æ 125 мм.
Для изготовления детали используется сталь 40 ГОСТ 1050 – 88, заготовка получается методом штамповки.
Общий вывод по результатам анализа: деталь имеет рациональную форму, поверхности открыты и доступны для обработки, деталь имеет хорошую жесткость, что обеспечивает высокопроизводительные методы обработки, деталь имеет оптимальные технологические базы.
Для базирования используются наружные поверхности детали (Æ 125 мм) и соответствующие торцы детали.
Проведен анализ технологичности конструкции детали. Найдены количественные показатели технологичности: коэффициент использования материала – 0,66, коэффициент точности обработки – 0, коэффициент шероховатости поверхности – 0.
В качестве заготовки была принята штамповка, полученная на горизонтально-ковочной машине ГКМ, с использованием пруткового материала. Распространенным методом – в закрытых штампах при штамповке на ГКМ.
Данная заготовка (штамповка) имеет преимущество в отличии от заготовки, полученной из проката Æ130 мм и длиной 25 мм, потому что имеет лучший коэффициент использования материала Ким = 0,66 и меньшую трудоемкость обработки.
Метод литья при простой конструкции детали нецелесообразно применять. Сталь 40 имеет плохую (низкую) текучесть, что может привести к неполному заполнению формы или образованию раковин.
Выполнена разработка технологического процесса изготовления детали.
Произведен расчет режимов резания. Вот некоторые результаты расчета:
|
Показатель |
010 Токарная с ЧПУ |
015 Токарная с ЧПУ |
020 Токарная с ЧПУ |
025 Токарная с ЧПУ |
030 Фрезерная с ЧПУ |
|
Глубина резания |
2 мм |
2 мм |
1,5 мм |
1,5 мм |
8 мм |
|
Подача |
0,3 мм/об |
0,3 мм/об |
0,25 мм/об |
0,25 мм/об |
0,04 мм/зуб |
|
Частота вращения шпинделя |
315 об/мин |
800 об/мин |
500 об/мин |
1250 об/мин |
315 об/мин |
|
Действительная скорость резания |
130 м/мин |
118 м/мин |
200 м/мин |
235 м/мин |
30 м/мин |
|
Сила резания |
938 Н |
951 Н |
- |
- |
- |
|
Поправочный коэффициент |
0,8 |
0,8 |
1,677 |
1,677 |
1,17 |
|
Мощность при резании |
2 кВт |
1,8 кВт |
- |
- |
- |
Также в записке определена норма штучного времени на выполнение операций на станке с ЧПУ для каждой операции.
В программе: АvtoCAD
Последние просмотренные материалы