- Чертеж детали "индуктор", А3
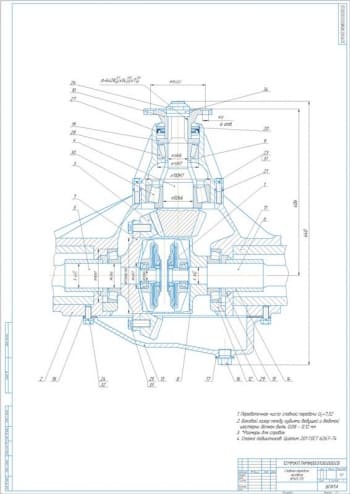
- Индуктор маслокартера двигателя в сборе, А1:
- Конструктивный элемент детали, А3
- Технологическая наладка приспособления для шлифования внутреннего отверстия с параметрами резания, А1
- Операционная карта на изготовление детали "ведомый вал", А1
- Карта с операциями по изготовлению ведомого вала (продолжение), А1
- Технический чертеж отливки
- Карта эскизов на отрезную операцию
- Эскиз на токарную операцию
- Выполнение токарной операции
- Токарная обработка заготовки
- Операция Токарная, эскиз выполнения
- Эскизный чертеж токарной операции
- Обработка детали, эскиз токарной операции
- Токарная операция
Дополнительные материалы: прилагается расчетно-пояснительная записка на 46 листах.
Проектируемая деталь входит в силовую систему двигателя. Она служит для передачи усилий и нагрузок от ротора, которые возникают от его дисбаланса и газовых сил, на наружный корпус. Ее функцией является формирование полости маслокартера.
Описаны условия работы и проведен анализ технологичности детали. Индуктор относится к деталям типа втулка и является тонкостенным телом вращения. Материалом для ее изготовления служит сталь 13Х11H2B2МФ-Ш. Рассчитаны коэффициенты: точности 0,944, шероховатости 0,25, унификации 0,86. По результатам установлено – деталь технологична.
Рассмотрена автоматизация контроля качества изготовляемой продукции с применением статических методов управления.
Дана характеристика типа производства – серийное.
Выполнен анализ действующего на предприятии заводского единичного технологического процесса. Установлено: заготовка – поковка. Основными операциями являются: токарные, шлифовальные, выполнение отверстий. На токарном станке ТВ-1770 выполняются черновые этапы, чистовая обработка наружных и внутренних поверхностей. Для получения качества поверхности применяется ручной притир. Кроме механических операций применяются слесарные, промывочные. Для снятия внутренних напряжений и улучшения структуры материала применяется термообработка – отпуск. Выполнение контрольных операций проводится в несколько этапов: операционный контроль перед механической обработкой и приемочный контроль после механической обработки с целью определения качества поверхности и размеров.
Приведено обоснование метода и способа получения заготовки. Заводской метод получения заготовки - поковка кованная на молотах. Для рассматриваемой детали «Индуктор» в проектируемом варианте предлагается метод получения заготовки - поковка штампованная на кривошипном горячештамповочном прессе (КГШП).
Описано назначение методов и этапов обработки, сделан выбор баз и последовательности обработки. В рассматриваемой детали «Индуктор» основной конструкторской базой являются: 2 внутренние поверхности, наружная поверхность, торец внутренней расточки. Определена последовательность технологического процесса с операциями: 005 Заготовительная (пресс), 010 Термообработка (печь), 015, 020, 025, 130 Токарно-винторезная, , 030, 075, 080 Токарная с ЧПУ, 035, 090, 100, 135 Слесарная, 040, 070, 110, 140 Промывка, 045 Операционный контроль, 050, 060 Транспортирование, 055 Отпуск, 065, 105 Притирочная, 085 Сверлильная с ЧПУ, 095 Фрезерная с ЧПУ, 115 Круглошлифовальная, 120 Маркирование, 125 Внутришлифовальная, 145 Приемочный контроль.
Сделано обоснование выбора оборудования, приспособлений, режущего и измерительного инструментов. Выбраны станки: ТВ- 1770, DF 2/3.
Выполнено назначение припусков на механическую обработку с расчетом операционных размеров и исходных заготовок опытно-статистическим путем. Составлены схемы допусков, припусков и операционных размеров в различных стадиях обработки на 2 размера.
Назначены режимы резания по нормативам. Для операции 020 Токарная определены значения:
|
№ |
Наименование |
Параметры |
|
1. |
Глубина резания |
0,6 мм |
|
2. |
Подача |
0,15 мм/об |
|
3. |
Скорость резания |
30 м/мин |
|
4. |
Частота вращения шпинделя |
100 об/мин |
Такие же значения вычислены для всех технологических операций.
Выполнено поэлементное определение норм времени по нормативам. Для каждой технологической операции определена норма штучного времени, основное и вспомогательное время.
Приведено обоснование применения средств технического оснащения. Описаны передовые методы труда, применяемые при обработке.
Разработан раздел по технике безопасности.
В рамках выполненной работы представлен новый технологический процесс обработки детали «Индуктор» маслокартера двигателя.
Расчетно-пояснительная записка Word: 46 страниц
Программа: Компас 3D v

Масляный насос двигателя КамАЗ
Код: 03.01.03.06.16Программа: Компас 3D v

Конструктивная разработка водомасляного охладителя для СМД
Код: 03.01.03.06.15Количество чертежей: 8 штук
Спецификация – 2 листа
В программе: Компас 3D v

Система маслоснабжения ГПА
Код: 03.01.03.06.14Программа: Компас 3D v

Принципиальная схема системы смазки двигателя
Код: 03.01.03.06.13Спецификация – на чертеже
Программа: AvtoCAD

Чертеж системы смазки двигателя автомобиля ВАЗ-2109
Код: 03.01.03.06.12Программа: Компас 3Dv

Масляный насос дизеля Д-240 трактора типа МТЗ-80
Код: 03.01.03.06.11Программа: AutoCad
Последние просмотренные материалы