Перечень чертежей:
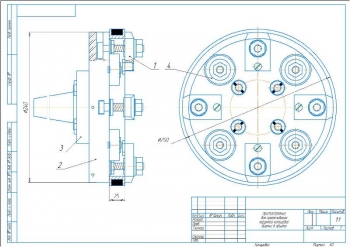
1. Сборочный чертеж ступицы переднего колеса с габаритными размерами и расчетами:
Примечание:
Перед сборкой полость А наполнить солидолом синтетическим ГОСТ 4366-76.
2. Схема сборки узла "Ступица переднего колеса", схема контроля торцевого биения
Дополнительные материалы: Пояснительная записка на 8 стр.
В данной пояснительной записке была выполнена разработка технологического процесса сборки узла.
Рассмотрено служебное назначение узла и описан принцип его работы. Ступица переднего колеса предназначена для установки и закрепления на ней диска колеса.
Принцип работы узла заключается в следующем: ступица устанавливается на ось какого-либо изделия, на ступицу крепится диск колеса с шиной. При передвижении изделия колесо и корпус ступицы вращаются на подшипниках, а вал ступицы остается неподвижным.
Исполнительными поверхностями узла являются 6 отверстий Ø18 мм во фланце, через которые диск колеса крепится к ступице посредством болтов и поверхность вала Ø65, по которой ступица устанавливается на оси
Проведен анализ технических требований, предъявляемых к узлу, на основании которых можно судить о их соответствии и достаточности в отношении служебного назначения узла. А именно, в конструкции узла предусмотрена масленка, для смазки подшипников в процессе эксплуатации узла, а в технических требованиях указано на заполнение полости, где находятся подшипники, смазкой.
Определен тип производства. Для этого были определены:
годовая программа – 500 шт;
годовой фонд времени – 2052 часов;
такт выпуска – 210 мин/шт;
Дневной выпуск изделий – 2 шт в день;
Сменный выпуск – 1 шт в смену;
Число изделий в месяц – 42 шт в месяц.
Так как данный узел выпускается партиями не продолжительное время по неизменяемым чертежам, учитывая габариты и годовой выпуск, выбран мелкосерийный тип производства.
Осуществлен выбор метода достижения заданной точности узла. Так как число составляющих звеньев больше 4, то расчет по обеспечению точности замыкающего звена производим с использованием вероятностного метода. Были найдены следующие значения:
|
№ |
Наименование |
Показатель |
|
1 |
Среднее значение составляющих звеньев |
46,5 мм |
|
2 |
Среднее значение допуска на размер звена цепи |
0,295 мм |
|
3 |
Погрешность замыкающего звена |
1,43 мм |
|
4 |
Величина необходимой компенсации погрешности замыкающего звена |
0,54 мм |
|
5 |
Координата середины поля рассеивания погрешности размера замыкающего звена |
0,235 мм |
|
6 |
Величина необходимой компенсации координаты середины поля рассеивания размера замыкающего звена |
-1,265 мм |
|
7 |
Предельные размеры величины необходимой компенсации: - верхнее - нижнее |
-0,995 мм -1,535 мм |
Так как расчетный допуск δ′Δ = 1,43 мм замыкающего звена превышает заданный допуск δΔ = 1 мм, то достижение точности по методу полной взаимозаменяемости невозможно. Обеспечить заданную точность замыкающего звена необходимо методом пригонки, выбрав в качестве компенсирующего звена шайбу толщиной 17 мм (звено А1), которая будет являться неподвижным компенсатором.
На основании программы выпуска и габаритных размеров узла принята стационарная не поточная сборка с одним рабочим местом.
Осуществлен выбор сборочного оборудования и технологической оснастки.
Для закрепления корпуса ступицы при установке подшипников используются тиски 7200-0253 ГОСТ 21168-75 и комплект для монтажа подшипников SNR.
Для сборки резьбовых соединений применяются гаечные комбинированные ключи 7811-0265 1×9 ГОСТ 16983-80 и 7811-6556 1×9 ГОСТ 16983-80.
Для разгиба концов шплинта применяются плоскогубцы 7814-0321 Х9 ГОСТ 17440-93.
Разработана схема контроля торцевого биения ступицы.
В программе: Компас 3D v

Графики загрузки мастерской и ремонта ДВС
Код: 03.01.08.07.57В программе: Компас 3D v

Анализ дефектов распылителей форсунок
Код: 03.01.08.07.56В программе: Компас 3D v

График загрузки ремонтной мастерской МТП
Код: 03.01.08.07.55Количество чертежей: 1 шт.
В программе: Компас 3D v

Сетевой график текущего ремонта
Код: 03.01.08.07.54Количество чертежей: 1 шт.
В программе: Компас 3D v

Карта календарного графика обслуживания грузовых автомобилей
Код: 03.01.08.07.53Количество чертежей: 1 шт.
В программе: Компас 3D v

Карта разборки-сборки форсунки системы Common Rail
Код: 03.01.08.07.52Количество чертежей: 1 штука
В программе: Компас 3D v, AvtoCAD