Перечень чертежей:
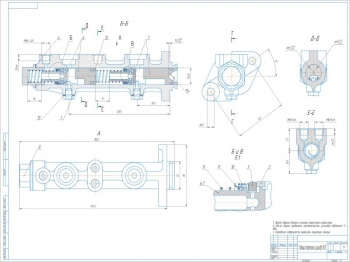
1. Карта эскизов гильзы цилиндров автомобиля ЗИЛ-130 – ремонтный чертеж
2. Операционная карта № 1:
005 Расточная. Алмазно-расточной станок 2А78П.
- Установить деталь и закрепить (снять). Приспособление ПРС 2-53-01.
- Расточить отверстие до диаметра 101+0,054. Резец 2140-0058 ВКБ ГОСТ 18882-73, нутромер 50-100-2 ГОСТ 9244-75 t = 0,65 мм, i = 2, S = 0,1 мм/об, n = 380 об/мин, V = 100 м/мин, T0 = 1,5 мин, Тв= 0,2 мин.
010 Разрезка. Ножницы комбинированные.
- Установить ленту (снять). Приспособление Т01-934-00.
- Отрезать заготовку размерами 292х90. Лента 66-1002020-03РН1, штангенциркуль ШЦII-250-0,05 ГОСТ 166-80.
3. Операционная карта № 2:
015 Плоскошлифовальная. Станок плоскошлифовальный 3Г71.
- Установить пакет с заготовками лент и закрепить (снять). Приспособление для шлифования Т01-1074.
- Шлифовать ленту до размеров 314,4-0,05х90-0,4. Круг шлифовальный ПП 450х63х203, штангенциркуль ШЦII-250-0,05 ГОСТ 166-80 t = 0,3 мм, i = 21, Stx = 0,045 мм/ход, S0 = 38 мм/ход, V = 5 м/мин, T0 = 0,62 мин, Тв = 0,5 мин.
- Переустановить приспособление.
- Повторить переход 2.
4. Операционная карта № 3:
020 Прессовая. Пресс ОКС 1468 М.
- Установить гильзу (снять). Электромагнитный стол.
- Запрессовать ленты в гильзу так, чтобы стыки ленты были диаметрально расположены. Приспособление для запрессования ТО1-1436-00-000.
025 Шлифовальная внутри. Станок внутришлифовальный 3К2273.
- Установить деталь и закрепить (снять). Приспособление 7130-2051.
- Шлифовать поверхность. Круг шлифовальный ПП 804032 63С 16СМ17К5 ГОСТ 2424-83, нутромер НИ 50-100-2 ГОСТ 868-82 t = 0,1 мм, nд = 240 об/мин, Sм = 2400 мм/мин, Stвход = 0,0035 мм/ход, i = 33, T0 = 3,74 мин, Тв = 1,3 мин.
5. Операционная карта № 4:
030 Хонинговальная. Станок 3Г833, масло сульфофрезол ГОСТ 122-84.
- Установить деталь (снять). Приспособление для хонингования ПРА-0336.
- Хонинговать отверстие до 100+0,06. Брусок БК 8х8х100 НС2337А ГОСТ 2456-82, нутромер 50-100-2 ГОСТ 868-82, хон. цеховый t = 0,05 мм, Vокр = 35 м/мин, n= 120 об/мин, Vвп = 12 м/мин, n = 40 д.ход/мин, T0 = 0,5 мин, Тв = 12 мин.
6. Операционная карта № 5:
035 Очистка. Машина моечная ОМ-5285, вода.
- Установить деталь (снять).
- Промыть детали в горячей воде t = 80 °С.
7. Операционная карта № 6:
040 Контрольная. Верстак ОРГ-1468-01-0608А.
- Внешний осмотр на отсутствие острых кромок, заусенцев, микротрещин, забоин и т.д. Лупа ЛП-1-4 ГОСТ 25706-83.
- Контролировать шероховатость. Образцы шероховатости ГОСТ 9378-75.
- Контроль диаметра. Нутромер НИ-50-100-2 ГОСТ 868-82.
- Контроль нецилиндричности. Нутромер НИ-50-100-2 ГОСТ 868-82.
- Контроль радиального биения. Оправка-штатив ШIIВ-8 ГОСТ 10197-70, индикатор ИЧ 05 КП1 РМ ГОСТ 577-68.
8. Маршрутная карта восстановления гильзы цилиндра двигателя ЗИЛ-130
9. Общая компоновка операционных и маршрутных карт на формат А1
Дополнительные материалы: Пояснительная записка на 6 стр.
В пояснительной записке была дана конструкторско-технологическая характеристика гильзы. Гильзы цилиндров относятся к классу «полых стержней». Их изготавливают у двигателей ЗИЛ-130 из серого чугуна СЧ 18-36, с твердостью НВ 179-229. Гильзы цилиндров ЗМЗ имеют в верхней части малые вставные гильзы, изготовленные из легированного чугуна НВ 156-197.
Рассмотрены основные дефекты гильзы цилиндров и способы их устранения, а именно:
Износ или задиры отверстия под поршень;
Износ нижнего посадочного пояска;
Износ верхнего посадочного пояска.
Приведен технологический процесс ремонта гильзы методом армирования стальной лентой по схеме очередности операций:
- Расточная
- Разрезная
- Плоскошлифовальная
- Прессовая
- Внутришлифовальная
- Хонинговальная
- Очистительная
- Контрольная
Моечная операция выполняется с целью очистки вала от загрязнений. Для мойки первичных валов используют специальные корзины, которые вместе с валами подаются в моечную машину. В корзину одновременно можно устанавливать 10 валов. Продолжительность мойки 15 минут.
При расточке удаляют слой металла с внутренней поверхности, тем самым придавая ей правильную геометрическую форму и требуемый класс чистоты поверхности. Расточка производится на вертикально-расточном станке 2А784.
Выполнен расчет режима механической обработки.
Полученные результаты приведены ниже.
|
Моечная операция: |
|
|
- основное технологическое время мойки вала |
1,5 мин |
|
- вспомогательное время на мойку вала |
0,5 мин |
|
- дополнительное время на мойку вала |
0,16 мин |
|
- штучное время на мойку вала |
2,16 мин |
|
- норма времени на мойку вала |
2,66 мин |
|
Дефектовочная операция: |
|
|
- время на дефектацию деталей |
4,2 мин |
|
- вспомогательное время |
3,5 мин |
|
- дополнительное время |
0,62 мин |
|
- штучное время |
8,32 мин |
|
- норма времени |
11,32 мин |
|
Расточная операция: |
|
|
- величина припуска на расточку |
0,4 мм |
|
- максимальная глубина резания |
0,08 мм |
|
- подача для обработки чугуна |
0,1 мм/об |
|
- скорость резания |
1,5 м/с |
|
- частота вращения шпинделя |
275 об/мин |
|
- основное время при растачивании цилиндров |
553,55 с |
|
- дополнительное время |
49,04 с |
|
- штучное время |
662 с |
|
Контрольная операция: |
|
|
- время на контроль деталей |
3,2 мин |
|
- вспомогательное время |
2,5 мин |
|
- дополнительное время |
0,46 мин |
|
- штучное время |
6,16 мин |
|
- норма времени |
9,16 мин |
|
- норма времени на восстановление гильзы цилиндров |
81,374 с |
В данной работе была выполнена разработка технологического процесса восстановления цилиндров двигателя ЗИЛ-130. Рассмотрены основные дефекты гильзы, определены основные показатели механической обработки.
В программе: Компас 3D v

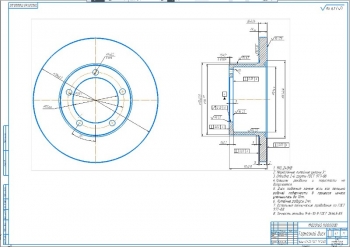
Ремонт тормозного диска ВАЗ – 2109
Код: 03.01.08.10.39Количество чертежей: 3 штуки
В программе: Компас 3D v

Ремонт привода переднего моста автомобиля ЗиЛ-131
Код: 03.01.08.10.38Количество чертежей: 1 штука
В программе: Компас 3Dv

Ремонт крестовины карданного вала КамАЗ
Код: 03.01.08.10.37Количество чертежей: 1 штука
В программе: Компас 3D v

Карта ремонта ведущей шестерни заднего моста ПАЗ-3205
Код: 03.01.08.10.36Количество чертежей: 2 штуки
В программе: Компас 3Dv

Чертежи процесса восстановления тормозного диска 305
Код: 03.01.08.10.35В программе: АvtoCAD

Проект процесса механической обработки вала заднего моста трактора ДТ-75
Код: 03.01.08.10.34В программе: АvtoCAD
Последние просмотренные материалы