Перечень чертежей:
- Чертеж восстановления коленчатого вала ЗИЛ-130 на формате А1 с указанием режимов:
- Наплавки шатунных и коренных шеек;
- Токарной обработки коренных шеек;
- Шлифовки шатунных и коренных шеек;
- Закалки шеек ТВЧ.
- Операционные карты коленчатого вала (токарка) на формате А1 с указанием эскизов и режимов для:
- Точения центровой фаски;
- Токарной обработки коренных шеек;
- Закалки шеек ТВЧ.
- Чертеж операции восстановления коленчатого вала (наплавка) на формате А1 с указанием эскизов и режимов для шатунных и коренных шеек.
- Операционная карта шлифовки на А1.
Дополнительные материалы: прилагается пояснительная записка на 31 листе по восстановлению работоспособности и подбору способов восстановления коленчатого вала двигателя ЗИЛ-130.
Данный коленчатый вал стальной. Состоит из шатунных и коренных шлифованных шеек, щек и противовесов. На переднем конце вала имеется углубление для шпонки распределительной шестерни и шкива привода вентилятора, а также нарезное отверстие для крепления храповика; задняя часть вала выполнена в виде фланца, к которому болтами прикреплен маховик. В углублении задней торцовой части коленчатого вала расположен подшипник ведущего вала коробки передач. Коренные и шатунные шейки вала соединены каналами (сверлениями) в щеках вала. Эти каналы предназначены для подвода масла от коренных подшипников к шатунным. В каждой шатунной шейке вала имеется полость, которая выполняет роль грязеуловителя. Сюда поступает масло от коренных шеек. Коренные и шатунные шейки коленчатого вала соединены между собой щеками. Для уменьшения центробежных сил, создаваемых кривошипами, на коленчатом валу выполнены противовесы, а шатунные шейки сделаны полыми. Для повышения твердости и увеличения срока службы поверхность коренных и шатунных шеек стальных валов закаливают нагревом токами высокой частоты.
В результате анализа технико – экономических показателей и показателей физико – механический свойств установлено, что наиболее подходящим способом восстановления для коленчатого вала является наплавка под слоем флюса.
Результаты разработки технологического процесса восстановления коленчатого вала автомобиля ЗИЛ – 130:
|
№ |
Наименование |
Значение |
|
1 |
Трудоемкость очистных работ |
4,5 мин |
|
2 |
Трудоемкость дефектовки |
8,5 мин |
|
3 |
Трудоемкость разборочно-очистных работ |
6,5 |
|
4 |
Время в печи при 400-450 0С |
30 мин |
|
5 |
Трудоемкость очистных работ |
5 мин |
|
6 |
Трудоемкость шлифовальных работ (для Ш.Ш.) |
12 мин |
|
7 |
Трудоемкость шлифовальных работ (для К.Ш.) |
16 мин |
|
8 |
Трудоемкость герметизирующих работ |
1 мин |
|
9 |
Трудоемкость наплавочной операции (для Ш.Ш.) |
26 мин |
|
10 |
Трудоемкость правильной операции |
5 мин |
|
11 |
Трудоемкость наплавочной операции (для К.Ш.) |
28 мин |
|
12 |
Трудоемкость шлифовальной черновой (для Ш.Ш.) |
27 мин |
|
13 |
Трудоемкость шлифовальной черновой (для К.Ш.) |
32 мин |
|
14 |
Трудоемкость сверлильной операции |
7 мин |
|
15 |
Трудоемкость шлифовальной чистовой (для Ш.Ш.) |
12,5 мин |
|
16 |
Трудоемкость УЗУ (для Ш.Ш.) |
19 мин |
|
17 |
Трудоемкость шлифовальной чистовой (для К.Ш.) |
15 мин |
|
18 |
УЗУ (для К.Ш.) То Тпз Твсп |
12,95 мин 19 мин 0,5 мин |
|
19 |
Трудоемкость сборочной операции |
2,5 мин |
|
20 |
Трудоемкость балансировочной операции |
8 мин |
|
21 |
Трудоемкость разборочной операции |
2,5 мин |
|
22 |
Трудоемкость сборочной операции 27 |
2,5 мин |
|
23 |
Трудоемкость контрольной операции |
8 мин |
Для обработки деталей, восстанавливаемых наплавкой под слоем флюса, применяют абразивную обработку. Для проверки и правки используется универсальное приспособление. Изгиб правится на ручном или гидравлическом прессе до устранения дефекта. Для контроля используют станок для определения радиального биения. Для шлифования шеек используют круглошлифовальные станки 3А432 с шлифовальными кругами 15А40ПСТ1Х8К. Размеры контролируются микрометром с ценой деления 10 мкм.
Техническое нормирование работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130:
|
№ |
Наименование |
Значение |
|
1 |
Техническая норма штучно – калькуляционного времени для шатунных шеек |
6,53 мин |
|
2 |
Подготовительно – заключительное время для шатунных шеек |
1755 |
|
3 |
Штучное время для шатунных шеек |
7 мин |
|
4 |
Норма выработки для шатунных шеек |
70 шт |
|
5 |
Техническая норма штучно – калькуляционного времени для коренных шеек |
4,71 мин |
|
6 |
Подготовительно – заключительное время для коренных шеек |
1266 |
|
7 |
Штучное время для коренных шеек |
5 мин |
|
8 |
Норма выработки для коренных шеек |
96 шт |
Технические нормирование наплавочных работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130:
|
№ |
Наименование |
Значение |
|
1 |
Основное время для шатунных шеек |
4,95 мин |
|
2 |
Основное время для коренных шеек |
3,13 мин |
Итак, норма наплавки восстановления шатунных шеек коленчатого вала ЗИЛ – 130 за день составляет 70 шт, а коренных шеек за день составляет 96 шт.
Нормирования работ на металлорежущих станках (нормирования токарных работ):
|
№ |
Наименование |
Значение |
|
1 |
Штучно – калькуляционное время для шатунных шеек |
19 мин |
|
2 |
Подготовительно – заключительное время для шатунных шеек |
4763 мин |
|
3 |
Штучное время для шатунных шеек |
17,772 мин |
|
4 |
Основное время для шатунных шеек |
15 мин |
|
5 |
Частота вращения |
98 об/мин |
|
6 |
Норма выработки |
25 шт |
|
7 |
Штучно – калькуляционное время для коренных шеек |
22 мин |
|
8 |
Штучное время для коренных шеек |
19,72 мин |
|
9 |
Основное время для коренных шеек |
17 мин |
|
10 |
Частота вращения |
85 об/мин |
|
11 |
Подготовительно – заключительное время для коренных шеек |
5300 мин |
|
12 |
Основное время |
22 шт |
Получается, что норма работ на металлорежущих станках по восстановлению шатунных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 25 шт, а коренных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 22 шт.
В программе: Компас 3D v
Расчетно-пояснительная записка Word: 31 листов
Количество чертежей: 4 штуки

Разработка технологического процесса ремонта балки передней оси ЗИЛ-130
Код: 03.01.08.10.29Количество чертежей: 6 штук

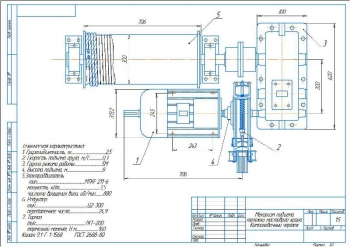
Восстановление и ремонт приводного колеса мостового крана
Код: 03.01.08.10.28Спецификация – 1 лист
В программе: Компас 3D v

Восстановление оси блока шестерен заднего хода автомобиля ГАЗ-53
Код: 03.01.08.10.27Программа Компас 3D V

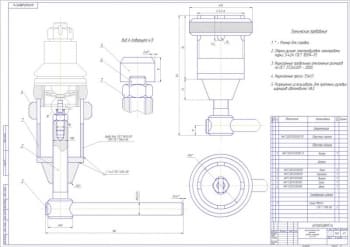
Операционная карта регулировки форсунки автомобиля МАЗ-64221
Код: 03.01.08.10.26Программа Компас 3D V

Операционная карта определения тягово-экономических показателей
Код: 03.01.08.10.25Программа Компас 3D V

Операционная карта сборки компрессора автомобиля МАЗ-64226
Код: 03.01.08.10.24Программа Компас 3D V