Перечень чертежей:
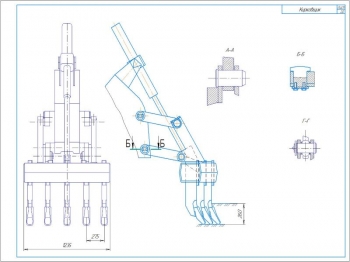
- Чертеж базовой компоновки роботизированного технологического комплекса для обработки вала в среднесерийном производстве на формате А1, состоящего из станка модели 16К20Т1, ПР модели Taibot N-25, тактового стола СТ350 и рабочей зоны ПР с техническими характеристиками:
- устройство управления ПР – позиционное,
- погрешность позиционирования – ±3,
- грузоподъемность ПР – 25 кг,
- цикловая производительность – 0,013,
- коэффициент относительной загрузки – 0,326,
- режим работы робота – легкий.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 28 страницах. В пояснительной записке рассмотрена разработка базовой компоновки роботизированного технологического комплекса (РТК) для обработки вала в среднесерийном производстве.
В качестве исходных данных представлены рабочий чертеж вала, рабочий чертеж заготовки (получается штамповкой на КГШП) и установлен годовой объем выпуска деталей – 6 тыс. шт.
Произведен выбор основного оборудования, которое будет использоваться для выполнения операций технологического процесса: станок модели 16К20Т1 – оснащен ЧПУ, выполняет токарные операции по замкнутому автоматическому циклу, представлена последовательность выполнения токарной операции, назначены режимы резания на токарную обработку.
Произведены расчеты режимов резания по нормативам:
|
Наименование режима |
Подача, мм/об |
Скорость резания расч., м/мин. |
Частота вращения по паспорту, мин-1 |
Скорость резания уточнен., м/мин |
|
черновая обработка поверхности диаметром 600 |
0,5 |
181,35 |
950 |
178 |
|
черновая обработка поверхности диаметром 58 |
0,5 |
181,35 |
950 |
173 |
|
чистовая обработка поверхности диаметром 60 |
0,25 |
140 |
700 |
131 |
|
чистовая обработка поверхности диаметром 58 |
0,25 |
140 |
750 |
136,6 |
|
обработка канавки |
0,2 |
126,6 |
700 |
120,8 |
Рассчитано время перемещения инструмента – 0,12 мин.
Произведен выбор промышленного робота для роботизированного технологического комплекса, приведены требования, которым должен отвечать промышленный робот. Принят промышленный робот модели Taibot N-25, обладающий грузоподъемностью 25 кг, пятью степенями подвижности, одной рукой, на которой имеется одно захватное устройство, с гидравлическим приводом основных движений, позиционной системой управления, пятью программируемыми координатами.
Обоснован выбор вспомогательного оборудования для РТК, описаны его основные функции. Принят тактовый стол СТ 350 и пластины.
Проанализированы возможные варианты компоновок РТК – компоновочные схемы линейного, кольцевого и портального типов. Приведены отличительные черты каждого из типов.
Описано построение циклограммы функционирования РТК, которая включает в себя весь спектр действий, выполняемых основным и вспомогательным оборудованием, в т.ч. ПР, необходимые для обработки заготовки.
Определены основные показатели РТП – цикловая производительность, коэффициенты относительной загруженности ПР и использования ПР, коэффициент использования основного оборудования и коэффициент нагруженности, режим работы робота.
Применение промышленных роботов при обслуживании станков с ЧПУ позволяет полностью автоматизировать процесс механической сборки.
В программе: Компас 3Dv

Модернизация главного привода РТК на базе станка КА280
Код: 03.01.05.02.01.20Количество чертежей: 5 штук
Спецификация – 1 лист
В программе: Компас 3D v

Проект конструкции многоцелевого токарного станка 17А20ПФ40 для обработки деталей
Код: 03.01.05.02.01.19Количество чертежей: 2 штуки
В программе: Компас 3D v

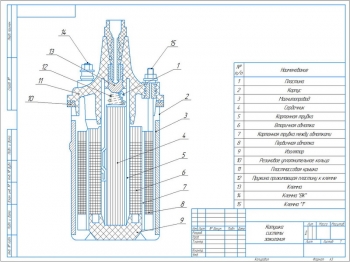
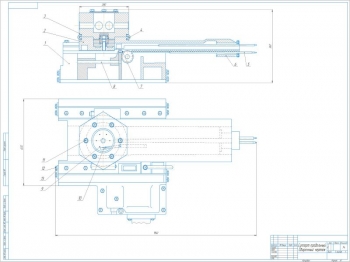
Проект конструкции коробки подач токарно-винторезного станка
Код: 03.01.05.02.01.18Количество чертежей: 4 штуки
Спецификация – 3 листа
В программе: Компас 3D v

Проект конструкции коробки скоростей токарного станка с нераздельным приводом подач
Код: 03.01.05.02.01.17Количество чертежей: 8 штук
Спецификация – 3 листа
В программе: Компас 3D v

Разработка привода токарного патронно-центровочного станка с ЧПУ 16М30Ф3141
Код: 03.01.05.02.01.16Количество чертежей: 3 штуки
Спецификация – 4 листа
В программе: Компас 3D v

Набор чертежей конструкции токарно-винторезного станка 16К20
Код: 03.01.05.02.01.15Спецификация – 6 листов
В программе: Компас 3D v
Последние просмотренные материалы