Перечень чертежей:
- Чертеж главного вида робототехнического комплекса РТК на базе станка КА280 формата А1
- Робототехнический комплекс в сборе, вид сбоку, А2
- Рабочий чертеж устройства числового программного обеспечения NC-110 А1
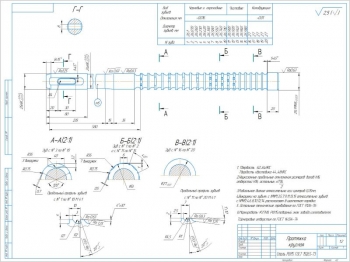
- Шпиндельный узел в сборе А1
- Кинематическая схема привода главного движения А4
Дополнительные материалы: прилагается расчетно-пояснительная записка на 33 листах.
В данной пояснительной записке выполнена модернизация главного привода базового станка КА280 с ЧПУ для токарной обработки деталей с целью повышения производительности.
Приведено описание станка и его главного привода. Станок КА-280 нормального класса точности используется для механической обработки различных деталей из стали, чугуна, цветных металлов, а также закаленных деталей, требующих применения тяжелых режимов резания (например, из жаропрочных и инструментальных сталей)
На станке предусмотрено выполнение токарных, резьбонарезных (нарезки метрической, дюймовой, модульной резьбы) и сверлильных работ.
Главный привод станка КА280 оборудован автоматической коробкой скоростей (АКШ). Она расположена между двигателем, закрепленным на подмоторной плите, и шпинделем. В двигателе имеется ступенчатое регулирование.
Рассмотрен модернизированный привод. Конструкция модернизированного привода применяет широко-регулируемый двигатель. Такая конструкция имеет минимальное количество кинематических элементов: двигатель, два шкива и поликлиновой пасс. Двигатель позволяет с помощью винтовой пары регулировать натяжение ремня. Плита к станине закреплена винтами.
Датчик обратной связи по скорости оборотов шпинделя установлен на кронштейне на шпиндельной бабке. Шкивами и зубчатым ремнем датчик соединен со шпинделем. Если технологический процесс обработки детали включает работу на максимальных частотах вращения, то чтобы предотвратить перегрузку привода, в управляющую программу заложен «поэтапный» набор скорости от состояния покоя. После длительной остановки станка перед началом работы шпиндельный узел прогревается последовательным включением по 5 минут ступенчато увеличивающейся частоты вращения, чтобы общее время составляло 15…25 мин.
Произведен кинематический расчет модернизированного привода. Определена максимальная частота вращения шпинделя 4200 мин-1 и мощность двигателя 8 кВт. Принят двигатель постоянного тока 4ПФ112SBT мощностью 8 кВт.
Выполнен расчет ременной передачи. В приводе модернизированного станка используется поликлиновая ременная передача. Определены параметры:
|
№ |
Наименование |
Значение |
|
1 |
Передаточное отношение ременной передачи |
0,875 |
|
2 |
Угловая скорость ведущего шкива |
502,4 рад/с |
|
3 |
Момент на быстроходном валу |
15,9 Н×м |
|
4 |
Диаметр малого шкива |
160 мм |
|
5 |
Диаметр ведущего шкива |
180 мм |
|
6 |
Скорость ремня |
40,2 м/с |
|
7 |
Длина ремня |
1180 мм |
|
8 |
Круговая сила |
198,75 Н |
|
9 |
Окружная сила |
1085 Н |
|
10 |
Число ребер поликлинового ремня |
2 |
|
11 |
Сила, действующая на вал |
795 Н |
Сделан прочностной расчет шпинделя. Выполнен расчет геометрических параметров шпинделя. По расчетам приняты подшипники:
- Передней опоры: двухрядный роликовый радиальный 3182116К в количестве 1 шт и упорно-радиальный сдвоенный 178816 в количестве 1 шт
- Задней опоры: 3182112К в количестве 1 шт
Выполнена проверка прочности и расчет радиальной жесткости шпиндельного узла. Определен наименьший диаметр пустотелого вала 30 мм и окончательная радиальная жесткость узла 510,6 Н/мкм.
Приведен расчет осевой жесткости шпиндельного узла. Рассчитана осевая сила 2231 Н и жесткость 663,2 Н/мкм.
В проектиуемом модернизированном станке используется централизованная система смазки, которая реализуется от насоса гидропривода станка. Марка жидкого масла: И-Г-С по ГОСТ 17479-87.
Также в станке применяется автономная система смазки. Используется высококачественный пластичный материал длительного действия: ОКБ-122-7 ГОСТ 18179-72. Станция смазки предназначена для смазки элементов коробки скоростей. Смазка опор шпинделя осуществляется от системы гидропривода с использованием фильтра с тонкого войлока.
Приведена характеристика робототехнического комплекса. Автоматический манипулятор осуществляет работу в соответствии с циклограммой. Имеется возможность обработки заготовки с двух сторон (с переустановкой в патроне за счет поворота на 180°). Начало цикла начинаетс с перемещения каретки манипулятора с позиции ожидания (задней бабкой) в зону загрузки стола. В конце цикла происходит возвращение каретки к исходной позиции в зоне задней бабки станка.
Автоматический манипулятор обладает 7-ю степенями подвижности, с учетом наличия двух рук. Манипулятор выполнен из унифицированных узлов (модулей): каретки с приводом; монорельса с кронштейнами, которые установлены на передней бабке и станине станка; блока механических рук, каждая из которых оснащена головкой и захватным устройством с механизмом поворота относительно продольной оси; гидроблока; электрошкафа управления; электро- и гидрокоммуникаций.
Характеристика движений механизмов РТК:
|
№ |
Параметры |
Показатель |
Время, с |
|
1 |
Перемещение каретки в зону магазина |
3000 мм |
5,5 |
|
2 |
Перемещение каретки от магазина к задней бабке |
2350 мм |
4,4 |
|
3 |
Перемещение каретки от задней бабки к патрону |
650 мм |
1,5 |
|
4 |
Ход блока руки II в руки I |
112 мм |
1,2 |
|
5 |
Ход каретки при изменении рук в патрона |
400 мм |
2,0 |
|
6 |
Ход руки вверх/вниз |
400 мм |
1,0 |
|
7 |
Ротация охвата |
180° |
1,8 |
|
8 |
Поворот охвата горизонтально/вертикально |
90° |
1,0 |
|
9 |
Зажимание (разжимание) охвата руки |
18 мм |
0,2 |
|
10 |
Ход толкателя (магазина) |
75 мм |
2,5 |
|
11 |
Зажима (разжимание) патрона верстака |
- |
1,0 |
|
12 |
Прижимание рук в патроне |
30 мм |
0,3 |
|
13 |
Открытие (закрытие) ограждения |
- |
1,5 |
|
14 |
Полное время изменения заготовки |
20,7 |
|
Описано управление комплексом. Устройство числового программного управления NC-110 построено по модульному принципу. Мощное программное обеспечение позволяет управлять станками всех основных типов: токарными, фрезерными, обрабатывая центрами, копировальными, шлифовальными, кузнечно-прессовым оборудованием.
В данной работе разработана модернизация конструкции главного привода базового станка КА280 с ЧПУ для токарной обработки деталей с целью повышения производительности.
Спецификация – 1 лист
В программе: Компас 3D v

Проект конструкции многоцелевого токарного станка 17А20ПФ40 для обработки деталей
Код: 03.01.05.02.01.19Количество чертежей: 2 штуки
В программе: Компас 3D v

Проект конструкции коробки подач токарно-винторезного станка
Код: 03.01.05.02.01.18Количество чертежей: 4 штуки
Спецификация – 3 листа
В программе: Компас 3D v

Проект конструкции коробки скоростей токарного станка с нераздельным приводом подач
Код: 03.01.05.02.01.17Количество чертежей: 8 штук
Спецификация – 3 листа
В программе: Компас 3D v

Разработка привода токарного патронно-центровочного станка с ЧПУ 16М30Ф3141
Код: 03.01.05.02.01.16Количество чертежей: 3 штуки
Спецификация – 4 листа
В программе: Компас 3D v

Набор чертежей конструкции токарно-винторезного станка 16К20
Код: 03.01.05.02.01.15Спецификация – 6 листов
В программе: Компас 3D v

Модернизация привода главного движения роботизированного технологического комплекса
Код: 03.01.05.02.01.14Количество чертежей: 3 штуки
Программа Компас 3D V
Последние просмотренные материалы