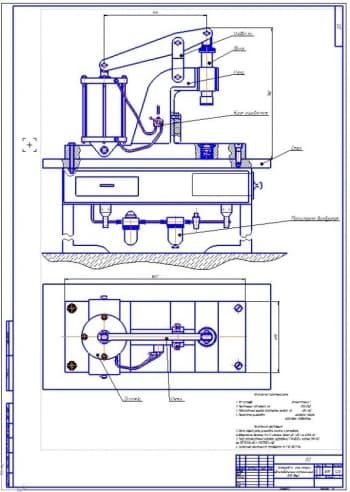
- Чертеж схемы сборки механизма сцепления, сборки среднего ведущего диска и нажимного диска с кожухом автомобиля Урал 4320-01, А1:
Затянуть винт М15 моментом 8 Нм.
Затянуть болт М10 моментом 65 Нм.
Затянуть гайку М12 моментом 112 Нм.
Напрессовать подшипник усилием 285 Н.
Отрегулировать положение концов рычагов.
Смазать смазкой Литол – 24 ГОСТ 21150-87.
Закернить юбку гайки в паз.
При установке диска отцентрировать оправкой.
Запрессовать втулку усилием 250 Н.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 17 страницах, где описана технология ремонта сцепления автомобиля Урал 4320-01.
В данной работе разработаны следующие разделы:
- Организация ремонта;
- Требования на ремонт;
- Ремонт;
- Сборка, проверка, регулирование.
Приведена характеристика основных деталей механизма сцепления автомобиля Урал 4320-01 в виде таблицы. Определена годовая программа ремонта – 178 авт. и тип производства – мелкосерийное.
В разделе требований на ремонт первым проводится анализ ремонтопригодности, в котором рассматриваются такие показатели, как ремонтная технологичность, контролепригодность, лекгосъемность, доступность, взаимозаменяемость и преемственность оборудования. Далее описаны требования к демонтажу объекта и последующей разборке.
Затем проводится дефектация механизма. В виде таблицы представлен перечень возможных отказов и повреждений.
Требования по выявлению повреждений и отказов содержат перечень основных проверок технического состояния составных частей и изделия, перечень характерных отказов и повреждений и методики проведения и выявления последствий отказов и повреждений.
Требования к сопряжениям составных частей приведены в табличном виде.
Приведено описание проверки сцепления перед установкой на двигатель. Проверка проводится на контрольной подставке или на маховике со вставкой, который обеспечивает установочный размер. Далее закладывается смазка в полость переднего подшипника ведущего вала. Сцепление устанавливается с помощью шлицевой оправки. Эта оправка обеспечивает соосное расположение оси коленчатого вала с осями ведомых дисков.
Рассчитаны режимы сборочных операций и проведено нормирование сборки. Данные занесены в таблицу:
|
№ |
Название |
Значение |
|
1 |
Максимальное усилие затяжки для болтовых соединений М8 по условию прочности |
33 Нм |
|
2 |
Усилие необходимое для образования головки при холодной клепке |
4135 Н |
|
3 |
Суммарное основное время отдельных переходов |
22,98 мин |
|
4 |
Вспомогательное время |
9,19 мин |
|
5 |
Основное время сборки |
32,17 мин |
|
6 |
Штучно-калькуляционное время |
35,99 мин |
Испытание узла проводится проверкой свободного и рабочего хода педали и прослушкой на наличие посторонних звуков.
В ходе проведения работ были перечислены этапы технологии ремонта. Приведены характеристики основных деталей механизма сцепления, определена годовая программа ремонта и тип производства.
В разделе требований на ремонт описан анализ ремонтопригодности и требования к демонтажу. В табличном виде перечислены возможные отказы и повреждения, а также основные проверки технического состояния.
Приведено описание требований к сборке и рассчитаны режимы сборки. Проведено нормирование сборки.
В программе:Компас 3Dv

Чертеж сборки заднего ведущего моста автомобиля УАЗ-Патриот
Код: 03.01.08.07.87Количество чертежей: 1 штука
В программе: Компас 3D v

Разработка маршрута сборки амортизатора ЗИЛ-501
Код: 03.01.08.07.86Количество чертежей: 2 штуки
В программе: Компас 3D v

Чертеж разборки головки блока цилиндров ЗИЛ-130
Код: 03.01.08.07.85Количество чертежей: 1 шт.
В программе: Компас 3D V

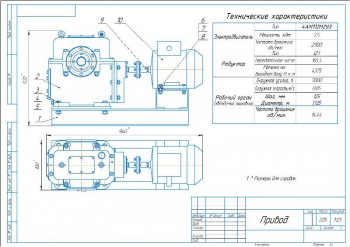
Схема сборки лопастного гидравлического насоса ГУР
Код: 03.01.08.07.83Программа: Компас 3D v

Технология сборки генератора постоянного тока
Код: 03.01.08.07.82Программа: Компас 3D v

Технологическая карта сборки двигателя автомобиля
Код: 03.01.08.07.80В программе: Компас 3D
Последние просмотренные материалы