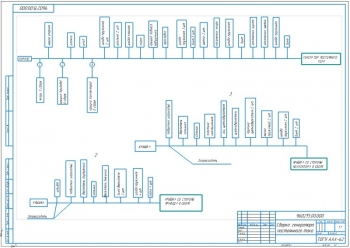
Перечень чертежей:
- Сборочный чертеж пневматического патрона, на формате А1, с техническими характеристиками: диаметр цилиндра - 140 мм; давление пневмосистеме 0,4 Мпа; усилие на штоке 440...500. Сборочные единицы патрона:
- пневмоцилиндр
- втулка
- клемовый зажим
- крышки
- гайка
- тяга
- корпус
- прокладка
- сопло
- уплотнение
- воздуховод
Дополнительные материалы: приложена пояснительная записка на 6 листах, содержащая:
- определение погрешности установки
- расчёт сил, действующих при закреплении, а также усилия закрепления
- точностный расчёт приспособления
- выявление слабого звена
Основными погрешностями являются: прогрессирующий износ установочных элементов - 0,005мкм и установка и фиксация приспособления на станке - 0,01мкм.
Сила зажима по физической сущности обеспечивает неподвижность заготовки при действии на неё силы резания создаваемыми силами трения. Расчетная требуемая сила зажима обеспечиваемая пневмоцилиндром составляет10566Н и принято ближайшее стандартное значение цилиндра согласно ГОСТ 15607-81.
При проектировании схемы приспособления, учтено что действительные погрешности базирования заготовки в приспособлении меньше или равны допустимым значениям погрешности базирования. Общая погрешность установки составляет 0,29мм.
Произведен расчет резьбового соединение, так как на него действует большая сила при зажатии заготовки и соответственно оно является слабым звеном. По результатам расчета выявлено что расчетная сила среза удовлетворяет условиям прочности для основной метрической резьбы.
Обработка заготовок в приспособлениях на предварительно настроенных станках исключает разметку заготовок и последующую выверку их на станке, что приводит к значительному повышению производительности.
Спецификация – 1 лист
В программе: Компас 3D v

Четырехместное приспособление для фрезеровании лысок
Код: 03.01.05.02.08.18Количество чертежей: 1 штука
В программе: Компас 3D v

Приспособление для фрезерования шпоночного паза на станке 6Р82Г
Код: 03.01.05.02.08.17Количество чертежей: 1 штука
Спецификация – 2 листа
В программе: Компас 3D v и АvtoCAD

Рабочий чертеж приспособления для нарезки резьбы
Код: 03.01.05.02.08.16В программе: Компас 3D v

Станок для доводки крупногабаритных сферических поверхностей ДСП 1
Код: 03.01.05.02.08.15В программе: Компас 3D v

Конструкция приспособления для сверления отверстия в детали вал шлицевый
Код: 03.01.05.02.08.14Количество чертежей: 3 штуки
Спецификация – 2 листа
В программе: AutoCad

Разработка станочного приспособления для вертикально-сверлильного станка 2Н125
Код: 03.01.05.02.08.13Количество чертежей: 4 штуки
Программа Компас 3D V