Перечень чертежей:
1. Рабочий чертеж детали корпус А3
2. Призма А3 из материала сталь 20Х ГОСТ 4543-71:
Технические указания:
Рабочие поверхности цементировать - 56...61 HRCэ на глубину h 0,8...1,2 мм.
Опорные поверхности под крепежные детали - по ГОСТ 12876-67.
Неуказанные предельные отклонения размеров H14, h14, +/- IT14/2.
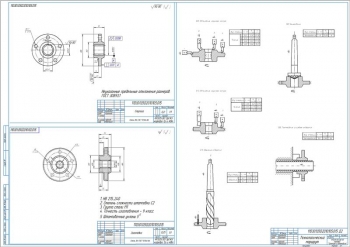
3. Сборочный чертеж приспособления для вертикально- фрезерной операции с указанием позиций А1:
Техническая характеристика:
- Усилие закрепления Q = 3398 H.
- Усилие на штоке гидроцилиндра W = 4530 H.
- Рабочее давление питающей сети P = 10 МПа.
- Рабочая жидкость масло индустриальное И20 ГОСТ 20799-88.
Технические требования:
- При сборке детали промыть в керосине, резьбы болтов смазать маслом.
- После сборки приспособление подвергнуть испытаниям под давлением 12 МПа.
- Течь рабочей жидкости через уплотнения и на стыках не допускается.
- Необработанные поверхности окрасить зеленой нитроэмалью.
- Маркировать.
4. Деталь прихват А3 с указанием габаритных размеров и материала изготовления
5. Шток А3 с обозначение припусков, допусков и шерохватостей
3D-чертежи КОМПАС-Деталь:
6. Корпус
7. Прихват
8. Шток
Дополнительные материалы: Пояснительная записка на 18 стр.
В записке выполнено общее описание проектируемого приспособления.
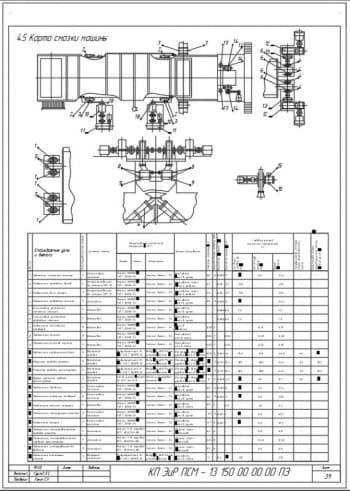
Станочные приспособления позволяют в значительной мере как расширить технологические возможности металлорежущих станков, так и повысить производительность и точность обработки деталей.
В соответствии с заданием, выбрана конструкция приспособления для установки и закрепления детали ЭК 4387.00.00.005 – Ось для обработки лыски на диаметре Ø28h14 (-0,52) мм в размер 25h14 (-0,52) мм. Обработка лыски производится на вертикально-фрезерном станке с ЧПУ модели 6Р13Ф3 с применением концевой фрезы оснащенной пластинками из быстрорежущей стали Р18.
Базирование детали производится по поверхности Ø28h14 (-0,52) мм в специальных призмах, которые смонтированы на корпусе приспособления.
После установки детали в призмы и фиксации детали в осевом направлении упором осуществляется зажим детали. Рабочая жидкость из гидросистемы подается через нагнетающий патрубок в рабочую камеру гидроцилиндра состоящего из крышки, корпуса, штока совмещенного с поршнем, а так же дополнительных уплотнителей. При увеличении давления в рабочей камере гидроцилиндра поршень поднимается вверх, и поднимает вверх тягу соединенную со штоком. Тяга зафиксирована в прихвате с помощью оси, и при движении толкает конец прихвата вверх. Прихват в свою очередь начинает проворачиваться на оси установленной в стойке и зажимает деталь.
После окончания обработки давление масла в нагнетающем трубопроводе снижается, и рабочая жидкость подается через сливной патрубок, оказывая давление на шток с противоположной стороны. При этом шток с тягой опускается вниз, проворачивает прихват и раскрепляет деталь.
Приспособление устанавливают на стол станка, и ориентируется относительно режущего инструмента при помощи двух шпонок, входящих в пазы стола. Для закрепления приспособления на столе станка используется болта с Т-образной головкой, устанавливаемые в пазы стола станка.
Конструкция приспособления допускает переналадку на обработку аналогичных деталей.
Выполнен расчет приспособления на прочность. Разработаны схемы базирования заготовки и детали. Определена погрешность базирования.
Рассчитаны основные параметры приспособления. Полученные результаты приведены ниже.
|
Поправочный коэффициент, учитывающий фактические условия резания, Кmp |
0,85 |
|
Сила резания, Рz |
919 Н |
|
Крутящий момент, Мкр |
91,9 Н*м |
|
Коэффициент запаса, К |
2,5 |
|
Усилие зажима, Рз |
3398 Н |
|
Усилие в штоке гидроцилиндра, Q |
4530 Н |
|
Диаметр поршня гидроцилиндра, D |
30 мм |
|
Диаметр штока, D |
18 мм |
В данной работе было спроектировано специальное приспособление для обработки заготовки на фрезерной операции с ЧПУ
Была составлена схема базирования, определена погрешность базирования и установки. Составлена схема действия сил в процессе резания.
На основании исходных данных была рассчитана сила резания, и необходимое усилие зажима. Были произведены расчеты основных геометрических параметров механизированного привода – таких как диаметр поршня гидроцилиндра, диаметр штока.
Спецификация – 1 лист
В программе: Компас 3D v

Токарный самоцентрирующий трехкулачковый клиновой патрон
Код: 03.01.05.02.08.30Спецификация – 2 листа
В программе: Компас 3D v

Чертеж фрезерно-сверлильного приспособления
Код: 03.01.05.02.08.29В программе: Компас 3D v и АvtoCAD

Приспособление для фрезерной операции
Код: 03.01.05.02.08.28Количество чертежей: 1 шт.
Спецификация — 1 лист
В программе: Компас 3D v

Приспособление для фрезерования пазов на станке 6Р13РФ3
Код: 03.01.05.02.08.27Количество чертежей: 1 шт.
Спецификация — 1 лист
В программе: Компас 3D v

Приспособление для фрезерования шпоночных пазов
Код: 03.01.05.02.08.26Количество чертежей: 1 шт.
Спецификация — 2 листа
В программе: Компас 3D v

Разработка самоцентрирующегося мембранного патрона
Код: 03.01.05.02.08.25Количество чертежей: 1 шт.
Спецификация присутствует на чертеже
В программе: AutoCAD