Перечень чертежей:
1. Кулачек А3 из материала сталь 45 ГОСТ 1050-88
2. Рабочий чертеж детали втулка А3
3. Тяга А3 с обозначением припусков, допусков и шероховатостей
4. Деталь фиксатор А3 с указанием габаритных размеров
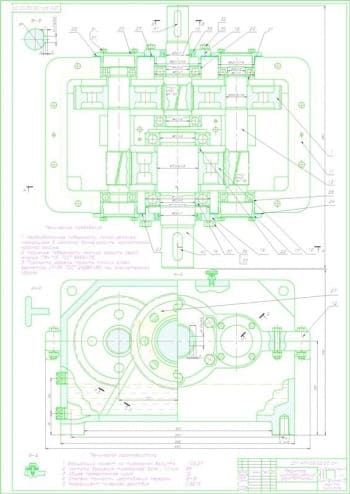
5. Сборочный чертеж патрона трехкулачкового клинового А3:
Технические характеристики:
- Диаметр детали для обработки в приспособлении - 90-180мм
- Длина обрабатываемых в приспособлении деталей - 40-150 мм
- Форма деталей цилиндрическая или с уклоном - не более 7
- Ход поршня - 50 мм
- Диаметр штока - 40 мм
- Диаметр поршня - 250 мм
- Усилие зажима - max 16236 Н при давлении воздуха - 0,4 МПа
Технические требования:
- После сборки приспособление опробовать под давлением 0,8 МПа не менее 12 часов. Утечки воздуха, заедания подвижных частей не допускаются.
- Отклонение перпендикулярности детали, зажатой в приспособлении не более 0,1 мм на длине 100 мм.
- Радиальное и торцевое биение патрона не более 0,1 мм.
- Трущиеся поверхности смазать смазкой ЛИТОЛ-24 ГОСТ 21150-75.
3D чертежи КОМПАС-Деталь:
6. Кулачек
7. Втулка
8. Тяга
9. Фиксатор
Дополнительные материалы: Пояснительная записка на стр.
В пояснительной записке было рассмотрено основное назначение, устройство и принцип работы проектируемого приспособления.
В соответствии с заданием, выбрана конструкция приспособления для установки и закрепления детали 1КШЭ.01.02.011. Обработка производится на токарном станке модели 16К20Ф3 с системой ЧПУ 2Р22 с применением сборного токарного резца для контурного точения оснащенного пластинами из твердого сплава Т5К10.
Базирование детали производится по поверхности Ø175* мм с упором в левый торец.
Закрепление детали происходит при помощи трех кулачков. Кулачек расположен в Т-образном пазу корпуса патрона. После установки детали в кулачки сжатый воздух из пневмосистемы подается в муфту через патрубок. В свою очередь из муфты воздух попадает в корпус пневмоцилиндра и толкает поршень. Манжета служит в роли уплотнителя и препятствует утечкам воздуха. Поршень толкает шток, который соединен через тягу и винт с кулачком. При перемещении кулачка в осевом направлении он толкает клин, на котором установлены опоры кулачков. Клин при своем перемещении с тягой перемещает кулачки, тем самым осуществляя перемещение заготовки. Винт прижимает кулачек к тяге с помощью фиксатора, который зафиксирован от перемещений гужоном.
Втулка, установленная в корпус и прижатая винтами, обеспечивает упор для установки деталей. С помощью винтов патрон крепится к шпинделю станка.
После обработки детали сжатый воздух через муфту подается в рабочую камеру пневмоцилиндра, шток соединенный с тягой толкает кулачек, который через клин разводит кулачки установленные на опорах.
Конструкция приспособления допускает переналадку на обработку аналогичных деталей. Для обработки фасонных или сложных поверхностей могут использоваться сменные кулачки.
Выполнена разработка схемы базирования заготовки в приспособлении. Определена погрешность базирования.
Произведен расчет основных параметров приспособления. Полученные результаты приведены ниже.
|
№ |
Наименование |
Показатель |
|
1 |
Поправочный коэффициент, учитывающий фактические условия резания |
0,65 |
|
2 |
Сила резания |
2312 Н |
|
3 |
Коэффициент надежности |
2,5 |
|
4 |
Зажимное усилие |
18796 Н |
|
5 |
Исходное усилие закрепления |
16236 Н |
|
6 |
Диаметр поршня цилиндра |
250 мм |
|
7 |
Ход кулачка |
5 мм |
|
8 |
Ход тяги |
18,665 мм |
В ходе выполнения проекта было спроектировано приспособление для обработки заготовки на токарной операции с ЧПУ – токарный самоцентрирующий трехкулачковый клиновой патрон с механизированным приводом. Составлена схема базирования, определена погрешность базирования и установки. Рассчитана сила резания, и необходимое усилие зажима. Были произведены расчеты основных геометрических параметров механизированного привода – таких как диаметр поршня пневмоцилиндра, величина ходя тяги, ход кулачков.
Спецификация – 2 листа
В программе: Компас 3D v

Чертеж фрезерно-сверлильного приспособления
Код: 03.01.05.02.08.29В программе: Компас 3D v и АvtoCAD

Приспособление для фрезерной операции
Код: 03.01.05.02.08.28Количество чертежей: 1 шт.
Спецификация — 1 лист
В программе: Компас 3D v

Приспособление для фрезерования пазов на станке 6Р13РФ3
Код: 03.01.05.02.08.27Количество чертежей: 1 шт.
Спецификация — 1 лист
В программе: Компас 3D v

Приспособление для фрезерования шпоночных пазов
Код: 03.01.05.02.08.26Количество чертежей: 1 шт.
Спецификация — 2 листа
В программе: Компас 3D v

Разработка самоцентрирующегося мембранного патрона
Код: 03.01.05.02.08.25Количество чертежей: 1 шт.
Спецификация присутствует на чертеже
В программе: AutoCAD

Фрезерное приспособление для обработки шпоночного паза
Код: 03.01.05.02.08.24Количество чертежей: 1 шт.
Спецификация — 1 лист
В программе: Компас 3D v