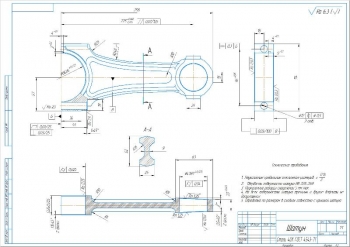
Чертеж детали «поршень» двигателя автомобиля ДЭУ, А1:
- ..120 НВ.
- Временное сопротивление разрыву образцов, вырезанных из термически обработанных поршней, не менее 190 МПа.
- Точность отливки 7m-0-0-7 См 0,4 ГОСТ26645-85.
- Макроструктура сплава в термически обработанном поршне не должна иметь трещин, свищей, засоров, посторонних включений.
- Неуказанные радиусы 1...2 мм, литейные уклоны не более 1°.
- Отклонение большой оси овала горизонтального профиля юбки поршня от плоскости, перпендикулярной оси поршневого пальца не более 4°.
- На поверхностях головки поршня, в отверстии под палец и на расстоянии не менее 4 мм от поверхностей канавок для поршневых колец пористость не более балла 1 ГОСТ1583-93. На остальных поверхностях и в сечениях поршня пористость менее 2 баллов ГОСТ1583-93.
- Сортировка на размерные группы согласно табл. 1 и 3 производить при температуре 20±1°С.
- Контролировать соосность пальцевых отверстий с помощью сплошного стального пальца, имеющего длину поршневого пальца и диаметр, на 0,013 менее минимального диаметра отверстия для пальца соответствующей группы. Палец должен проходить через оба отверстия под собственным весом. Для поршней, имеющих покрытие, проверку данного параметра производить до покрытия.
- Контроль суммарной погрешности профиля торцевых поверхностей канавок производить калибрами, охватывающими канавки на дуге 180° по окружности и имеющими толщину: 2,002 мм для первой и второй канавки, 3,944 мм для третьей канавки. Калибры должны свободно входить и свободно скользить по канавкам без закуски.
- Разность обработанных поршней в диаметрально противоположных местах сечения, перпендикулярного оси поршневого пальца, не должно быть больше 0,4 мм.
- Неуказанные граничные отклонения размеров Н14, h14, ±12/2.
- По наибольшему диаметру D1 поршни сортировать в соответствии с табл.1. Допускается переход из группы в группу на величину менее 0,003 мм.
- По наименьшему диаметру D2 поршни сортировать в соответствии с табл.3. Допускается переход из группы в группу на величину не более 0,001 мм, максимальная допустимая разница между наименьшими размерами двух отверстий не более 0,003 мм. Наибольший диаметр отверстий для поршневого пальца может превышать верхний предел группы на удвоенную величину допуска цилиндричности.
- Разность радиусов боковой поверхности поршня, взятых в двух соседних точках (см. табл.4 и табл.5), не должна отличаться от разности номинальных величин радиусов более чем на 0,004 мм.
- Допуск по массе в комплекте (4 шт)±2,5г. Допускается прибавка массы поршня на 10г с сохранением допуска по массе в комплекте ±2,5г.
- В отверстии под поршневой палец допускается продольная черта шириной и глубиной не более 0,1 мм от вывода инструмента.
- Покрытие наружной поверхности поршней 2105-1004015-31Ч и 2105-1004015Н-32Ч на участке К колоидным раствором графита и дисульфата молибдена толщиной 0,010...0,015 мм. Отсутствие покрытия на участке Л шириной до 5 мм не является недостаточным признаком.
- Размер D1 указан для поршня без покрытия в соответствии с табл. 2.
- Маркировать литейным способом "2105Н". Шрифт 5-пр-3 по ГОСТ26.008-85, выпуклый.
- Маркировать литейным способом товарный знак завода изготовителя. Шрифт 5-Пр3 по ГОСТ26.008-85, выпуклый.
- Маркировать литейным способом порядковый номер кокиля, час выпуска. Шрифт 5-Пр3 по ГОСТ26.008-85, выпуклый.
- Маркировать ударным способом ремонтный размер поршня D1 согласно табл.2. Шрифт 5-пр3 по ГОСТ26.008-85.
Поршень выполняет преобразование химической реакции топлива в поступательное движение коленвала. Его работа проходит при высокой температуре и давлении. К основным составляющим элементам относится днище, уплотнительный пояс, бобышки, юбка и терморегулирующая вставка. Днище выполнено большой толщины, так как воспринимает на себя тепловую нагрузку. Уплотнительный пояс представляет собой часть конструкции, на которой сделаны канавки под поршневые кольца. С помощью бобышек выполняется установка в поршень поршневого пальца. Юбка является направляющей частью. Она выравнивает боковые усилия при перекладке поршня в нижней и верхней мертвой точке. Терморегулирующая вставка установлена внутри юбки и препятствует ее большому расширению.
Принцип работы. В момент вспышки смеси в камере сгорания поднимается высокая температура. При этом выделяется большая энергия, которая создает сильное давление на головку поршня, вследствие чего он совершает движение вниз по телу цилиндра. Совершаемые возвратно-поступательные движения поршня передают усилия на шейку коленвала, который начинает вращаться.
На чертеже приведены требования:
- ..120 НВ
- Точность отливки 7m-0-0-7 См 0,4
- Линейные уклоны не более 10, неуказанные радиусы 1...2 мм
- На поверхности головки поршня, в отверстии под палец и на расстоянии не менее 4 мм от поверхностей канавок для поршневых колец пористость не более 1 балла
- Контроль соосности пальцевых отверстий выполнять с помощью сплошного стального пальца, имеющего длину поршневого пальца
Программа: Компас 3D v

Чертеж поршня автомобильного бензинового двигателя
Код: 03.01.09.24.16Программа: Компас 3D v

Чертеж поршня шатунно-поршневой группы дизеля ЯМЗ-236
Код: 03.01.09.24.15Программа: Компас 3D v

Чертеж поршня дизеля магистрального тягача 12ЧН23/13
Код: 03.01.09.24.14Количество чертежей: 1 штука
В программе: Компас 3D v

Чертеж поршня двигателя легкового автомобиля
Код: 03.01.09.24.13Количество чертежей: 1 штука
В программе: Компас 3D v

Палец поршневой дизельного двигателя 8ДВТ330
Код: 03.01.09.24.12Программа: Компас 3D v

Рабочий чертеж поршня амортизатора подвески автомобиля
Код: 03.01.09.24.11В программе: Компас 3D v
Последние просмотренные материалы