
Мои материалы
↓
Материалов пока нет
Материалов: 0 на сумму 0 рублей
Перейти к выбранному
Оформить заказ
- Агрегаты машин
-
- 15Блоки цилиндров, цилиндро-поршневая группа
- 16Бункеры, баки, цистерны
- 17Газобаллонное оборудование транспорта
- 12Газораспределительные механизмы, распределительные валы
- 6Гидравлические системы
- 153Двигатели ДВС, дизели
- 32Карданные передачи
- Ковши, отвалы, рыхлители, лопаты
- 83Коробки передач, вариаторы
- 15Кривошипно-шатунные механизмы, коленчатые валы
- 12Кузов, каркасы, фургоны, кабины
- 23Механизмы рабочего оборудования
- 2Мосты, подвески
- 9Наддув и системы воздухоснабжения, выхлопные системы
- 4Натяжные станции и устройства
- 77Обзор конструкций и патентный поиск
- 6Приборы освещения и электрооборудование
- 17Приводные валы
- 19Раздаточные коробки
- 44Рулевое управление
- 12Системы зажигания
- 23Системы охлаждения
- 25Системы питания, топливные системы, ТНВД
- 17Смазочные системы, системы смазки
- 16Стрелы, порталы
- 54Сцепление
- 73Тормозные системы и механизмы
- 52Трансмиссии, дифференциалы, главные передачи, коробки отбора мощности
- 25Турбокомпрессоры
- 33Ходовая часть
- Инженерные системы
-
- 16Автоматизация
- 34Вентиляция, кондиционирование
- 57Водоснабжение, водоотведение
- 26Газоснабжение
- 9Канализация
- 44Компрессоры
- 1Насосы
- Теплоснабжение, отопление
-
- 21Водогрейные котлы модификации КВ, КВВА, КВГМ
- 17Котельные
- 3Котельные агрегаты модификации КЕ
- 8Котлы-утилизаторы
- 13Паровые котлы модификации БКЗ
- 13Паровые котлы модификации ДКВР
- 23Паровые котлы модификации Е, ДЕ
- 2Паровые котлы модификации ПК
- 11Паровые котлы модификации ТП
- 69Паровые турбины
- 52Прочее оборудование теплоснабжения
- 17Теплоснабжение домов, зданий
- 46Холодоснабжение, холодильное оборудование и системы
- 84Электричество, освещение, иллюминация
- Промышленность
-
- 1Горная, черная и цветная металлургия
-
- 3Буровые установки
- 12Выработки, карьеры и тоннели
- 5Горное оборудование
- 7Конвертеры
- 5Крепи
- 2Мартеновские и доменные цеха
- 2Обогатительные фабрики переработки руды
- 30Оборудование дробления горных пород
- 16Печи и печные подстанции
- 5Проходческие комбайны
- 3Рудники
- 5Сталеплавильное и чугунолитейное оборудование
- 2Станы
- 3Технологические карты добычи
- 8Шахты и шахтное оборудование
- 4Штреки
- 7Легкая
- 42Лесная и деревообрабатывающая
- Нефтегазовая и топливная, ГСМ
-
- 1Биогаз
- 45Буровые установки и оборудование добычи нефти и газа
- 16Газоперекачивающие и газорегулирующие аппараты
- 21Газопроводы
- 4Горелки, вытяжные свечи
- 5Масла, смазочные материалы
- 14Нефтепроводы
- 43Нефтяные, скважинные и буровые насосные установки
- 6Очистка газа
- 3Пакеры
- 24Переработка нефти
- 5Превенторы
- 15Производство и розлив топлива
- 18Резервуары и цистерны для нефтепродуктов
- 14Скважинное оборудование
- 7Цементировочные головки и муфты
- Пищевая
-
- 21Кондитерское производство, сахар
- 113Молоко и молочные продукты
- 55Мясо и мясная продукция
- 24Оборудование общественного питания
- 12Овощи, растительные масла
- 12Производство пива
- 12Производство спирта и алкогольной продукции
- 8Рыба и рыбная продукция
- 3Технологии производства крупы
- 19Фрукты, соки и напитки
- 58Хлеб и хлебобулочные изделия
- Сельское хозяйство
- Химическая
-
- 14Абсорбционные аппараты
- 2Бражные колонны, эпюрация
- 15Выпарные аппараты
- 14Испарители, процесс упаривания
- 24Конденсаторы, теплообменники, рекуператоры
- 6Полимеризация, электролиз
- 7Промышленные схемы производства
- 27Прочие химические аппараты и емкости
- 10Реакторы
- 39Ректификационные, колонные аппараты, разделение смесей
- 3Сепараторы
- 9Скрубберы, адсорберы, циклоны, пылегазоочистка
- 4Смесители, аппараты для перемешивания
- 12Сушильные установки
- 5Центрифуги, фильтры
- 41Экология
- 24Энергетика, альтернативные источники энергии
- Сборочные узлы и изготовление деталей
-
- 22Барабаны
- 26Вентили, краны
- 27Гидравлика
- 53Гидроцилиндры
- 51Клапан
- 6Контейнеры, бункеры
- 53Муфты, полумуфты
- 11Опоры, аутригеры
- 18Пневматика, пневмоцилиндры
- 30Подвесные подъемные механизмы
- 7Подшипники, подшипниковые узлы
- 22Поршни
- 10Предохранительные клапаны
- 39Рамы
- 16Распределители
- 10Регуляторы, компенсаторы
- 20Резервуары, ванны
- 3Ресиверы
- 9Силовые цилиндры
- 6Соединения
- 8Стойки
- 20Фильтры, форсунки
- 6Храповые, зубчатые, червячные механизмы
- 2Цапфы
- 3Шарниры, тяги
- 25Шатуны
- 2Шнеки (сборочные узлы)
- Изготовление, восстановление и обработка деталей
-
- 35Валов
- 5Вилок
- 3Винтов
- 6Втулок
- 10Зубчатых колес
- 22Корпусных деталей
- 15Кронштейнов
- 13Крышек
- 1Обойм
- 5Осей
- 2Оснований
- 1Пальцев
- 2Пластин, панелей
- 5Роликов и катушек
- 4Рычагов
- 7Стаканов
- 1Стержней
- 6Ступиц
- 1Уголков
- 1Упоров
- 7Фланцев
- 4Червяков
- 1Шарниров
- 9Шестерней
- 1Шкворней
- 6Шкивов
- 1Штоков
- 1Штуцеров
- 1Маховиков
- 3Насадок
- 1Прижимов
- 1Сухарей
- 2Трубок, змеевиков, коллекторов
- Строительство
-
- Автодорожное
- 11Железнодорожное
- Здания
-
- 2Жилые
- Коммерческие, общественные, административные
-
- 6Административные здания
- 3Ателье и дома быта
- 5Беседки, остановки
- 3Вокзалы
- 6Гостиницы
- 6Детские сады
- 3Кафе, бары
- 7Культурно-деловые
- 9Магазины и торговые центры
- 1Медицинские
- 2Ресторанные комплексы
- 10Спортивные и оздоровительные комплексы
- 6Торгово-развлекательные, кинотеатры
- 5Учебные и образовательные заведения
- Производственные, промышленные
- 18Котлованы, каналы, резервуары, земляные работы
- Металло и железобетонные конструкции
- 13Поземные сооружения
- Строительное и промышленное оборудование, стройматериалы
-
- 5Бегуны
- 4Вальцы
- 8Вибрационное оборудование
- 10Дозаторы, питатели
- 25Дробилки, гидрофолы
- 4Измельчители, дезинтеграторы
- 20Мельницы, аэрофолы
- 7Мешалки, смесите
- 2Молоты
- 2Охладители
- 12Прочее строительного оборудование
- 5Строительные прессы
- 4Сушилки
- 32Схемы, планы производства строительных материалов
- 2Формовочные машины
- 2Ремонт, монтажные и строительные работы
- 21Строительные конструкции зданий
- 29Фундаменты
- Технические устройства и средства
-
- Редукторы, вариаторы
- 24Литье
- 7Покраска, окрашивание
- 39Сварочно-наплавочные, гальванические, термообработка
- Силовые приводы
-
- 11Гидравлический привод
- 7Пневматический привод
- Электрический и механический приводы
-
- 4Приводы пластинчатых конвейеров
- 16Приводы цепных транспортеров и конвейеров
- 42Приводы ленточных конвейеров и транспортеров
- 4Приводы подвесных конвейеров
- 5Приводы элеваторов
- 2Приводы скребковых конвейеров
- 2Приводы шнеков и питателей
- 1Приводы с планетарными редукторами
- 1Приводы с шевронными редукторами
- 14Приводы с цилиндрическими редукторами
- 1Приводы с червячными редукторами
- 1Приводы с соосными редукторами
- 3Приводы с коническими редукторами
- 17Универсальные электроприводы
- 14Приводные станции
- 2Приводы лебедок
- 10Приводы кранов и подъемных механизмов
- 1Приводы сушилок
- 1Приводы барабанов
- 2Роботизированные приводы
- 1Риверсивные приводы
- 2Приводы роликовых конвейеров
- Станки, приспособления и инструмент
-
- 18Агрегатные, многооперационные, многоцелевые
- 46Деформирование, штампы, гибка, ковка
- 18Заточные, строгальные, отрезные стан
- Инструмент станочный, металлорежущий
- 38Кондукторы
- 30Контрольно-измерительный инструмент и приспособления
- 36Оборудование и устройства автоматических линий, роботы
- 57Приспособления станочные
- 20Расточные, долбёжные станки
- 59Сверлильные станки
- 8Станки размотки-намотки, правки, калибровки
- 130Токарные станки
- 99Фрезерные станки
- 12Шлифовальные, хонинговальные
- Электротехника и радиотехника
- Техническое обслуживание и ремонт, ЭМТП
-
- 42Анализы существующих конструкций
- 62Инструмент для ТО и ремонта
- 37Карты возделывания и уборки сельхозкультур
- Карты, схемы технического обслуживания и ремонта
-
- 19Анализ условий работы, износы и неисправности
- 4Графики загрузки ремонтных мастерских
- 13Графики ремонтных циклов
- 197Дефектовочные, маршрутные, операционные карты восстановления и ремонтные чертежи
- 27Диагностические карты и схемы
- 6Календарные графики ремонта
- 10Карты и схемы окраски и противокоррозионной обработки
- 30Карты контрольно-испытательные и проверочно-регулировочные
- 5Карты мойки и очистки
- 49Карты разборки-сборки, монтажа-демонтажа, снятия-установки
- 16Карты смазки, заправки и замены масел
- 12Линейные и сетевые графики ремота
- 29Операционно-технологические карты ремонта
- 38Операционно-технологические карты технического обслуживания
- 54Схемы разборки и сборки
- 32Схемы ремонта
- 12Схемы технического обслуживания
- Оборудование для ТО и ремонта
-
- 8Гайковерты
- 20Контрольное, диагностическое, испытательное
- 6Оборудование сушки и окраски
- 9Подъемное оборудование
- 17Прессовое и клепальное
- 35Смазочно-заправочное, антикоррозионное
- 18Снятие-установка, монтаж-демонтаж
- 21Станочная обработка при ремонте
- 3Удаление выхлопных газов
- 16Уборочно-моечное и промывочное
- 10Упрочнение, сварка и наплавка
- 6Шиномонтажное оборудование
- Планы, здания
-
- 11Автомойки
- 29Ангары, склады, автоцентры
- 78Автотранспортные предприятия (АТП), сервис, СТО
- 27Гаражи, стоянки
- 63Генеральные планы
- 33Комплект планов
- 66Машинно-тракторные мастерские (МТМ)
- 23Нефтехозяйства, АЗС
- 74Производственные корпуса
- Участки, отделения, зоны
-
- 31Агрегатные
- 11Аккумуляторные
- 9Восстановление
- 3Гальванические, напыления
- 31Диагностическое
- 6Кузнечно-рессорные, тепловые
- 5Медницкие, по ремонту радиаторов и систем охлаждения
- 31Моторные и по ремонту двигателей
- 16Окрасочные,малярные, антикоррозионные, консервационные
- 10По ремонту агрегатов трансмиссии, ходовых частей
- 1По ремонту газораспределительных механизмов
- 4По ремонту коробок передач
- 8По ремонту кузовов, рихтовочные
- 7По ремонту приборов системы питания, газобаллонной аппаратуры
- 1По ремонту систем зажигания
- 17По ремонту топливной аппаратуры
- 5Прочие участки ремонта и обслуживания
- 6Разборочно-сборочные
- 11Сварочно-наплавочные, термические
- 34Слесарно-механические, механической обработки
- 38Текущего и капитального ремонта
- 61Технического и ежедневного обслуживания, ПТО
- 12Уборочно-моечные
- 23Шиномонтажные, вулканизационные
- 17Электротехнические, по ремонту электрооборудования
- Подъемники, домкраты, гаражные краны
- Приспособления для ТО и ремонта
-
- 48Контрольно-проверочные приспособления
- 20Приспособления для запрессовочно-выпрессовочных работ
- 31Приспособления для разборочно-сборочных работ и ремонта
- 2Приспособления для уборочно-моечных работ
- 26Приспособления для фиксирования деталей
- 8Слесарные приспособления
- 18Станочные приспособления для ТО и ремонта машин
- 18Съемники
- Стенды для ТО, ремонта, диагностики
-
- 4Балансировочные стенды
- 9Диагностические стенды
- 24Испытательные и обкаточные стенды
- 11Кантователи
- 15Контрольно-проверочные и регулировочные стенды
- 9Кузовные стенды
- 10Моечные и промывочные стенды
- 2Прессы
- 15Ремонт ДВС
- 27Ремонтные стенды
- 3Стенды для малярных и окрасочных работ
- 33Стенды для разборочно-сборочных, монтажно-демонтажных работ
- 3Стенды для сварочных работ
- 11Тормозные стенды
- 13Шиномонтажные стенды
- 46Эксплуатация машинно-тракторного парка
- Транспорт и подъемные машины
-
- 13Автобусы, пассажирский
- 29Водный
- 6Военная техника
- Воздушный и аэродромный - Авиация
-
- 12Вертолеты, беспилотные летательные аппараты
- 31Двигатели и турбины
- 7Легкие летательные аппараты
- 18Пассажирские самолеты
- 4Противообледенительная обработка
- 10Снегоуборочные аэродромные машины
- 14Транспортные, грузовые, военные самолеты
- 63Узлы и агрегаты авиатехники
- 18Швартовка, ангары, аэродромы, буксировщики
- Грузовой, прицепы, на шассии грузовых автомобилей
- Дорожный
- Железнодорожный
- Конвейеры, транспортеры, элеваторы
- 32Легковой
- 41Лесной
- 22Лифты и лифтовое оборудование
- 5Мототранспорт
- Подъемные-транспортные машины, краны
-
- 25Башенные краны
- 7Грейферные краны, клещи
- 12Козловые краны
- 16Консольные краны, на колонне
- 13Кран-балки, траверсы, тали
- 4Краны-трубоукладчики
- 17Лебедки
- 17Механизмы передвижения
- 4Механизмы поворота
- 13Механизмы подъема
- 37Мостовые краны
- 15Пневмоколесные краны и установки
- 18Поворотные и велосипедные краны
- 6Портальные краны
- 17Прочие подъемно-транспортные машины
- 31Узлы и механизмы
- 8Штабелеры и крюковые подвески
- 13Электро и вилочные погрузчики
- Сельскохозяйственный
- Строительный
- Тракторы, на тракторном шасси, тракторные прицепы
Создан программе Компас 3D V
- Сборочный чертеж приспособление контрольное. Автоматическая линия механической обработки вилок переключения передач автомобиля Урал. На чертеже отмечены размеры деталей. Чертеж представлен в двух проекциях. Лист 1 (формат А1)
- Сборочный чертеж приспособления контрольного. На чертеже представлены две проекция приспособления с видом А-А и Б. Отмечены размеры деталей, размеры диаметров. Лист 2 (формат А1)
- Чертеж сборочный приспособления контрольного с техническими требованиями: 1. Движущиеся поверхности смазать смазкой ЦИАТИМ 203 ГОСТ 6773-83; 2. Неперпендикулярность оси оправки относительно поверхности П 0.07мм max; 3. Допуск торцевого биения датчиков 1 и 2 0.025 мм max; 4. Разность между показаниями датчиков 3 и 4 0.05мм на длине 100м. На чертеже представлена схема устройства, в которую включено: номера кнопок, годна, исправимый брак, неисправимый брак, работа, наладка и табло со шкалой. На чертеже представлены проекции чертежей с видами: В-В, Г, Д. Обозначены размеры деталей, диаметры. Лист 3 (формат А1)
Спецификация – 0 листов

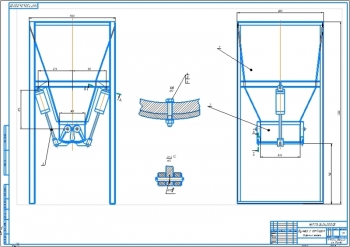
Чертеж сборочный пресса пневматического
Код: 03.01.08.04.09Как здесь скачать?
Создан в программе Компас
Спецификация – 2 листа в программе Компас
на украинском языке
Спецификация – 2 листа в программе Компас
на украинском языке

Комплект рабочих чертежей оборудования для промывки двигателей автомобилей и ТРК
Код: 03.01.08.04.07Как здесь скачать?
Программа Компас 3D V
Спецификация – 2 листа
Спецификация – 2 листа

Чертеж крана гаражного типа с расчетом основных характеристик
Код: 03.01.08.04.06Как здесь скачать?
Программы Компас 3D V Автокад (AutoCAD)

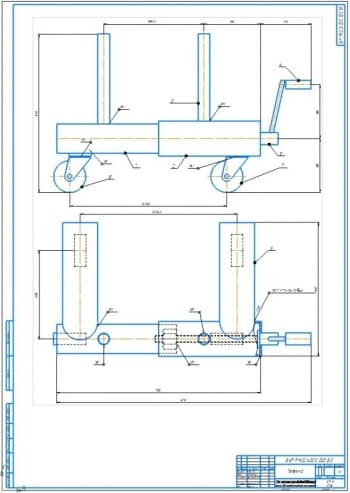
Комплект чертежей и документации на автомобильные весы
Код: 03.01.08.04.05Как здесь скачать?
Количество чертежей: 6 шт.
Программы Компас 3D V Автокад (AutoCAD)
Спецификация – 4 листа
Программы Компас 3D V Автокад (AutoCAD)
Спецификация – 4 листа

Чертеж сборочный спутника линии механической обработки вилок переключения передач автомобиля Урал
Код: 03.01.08.04.03Как здесь скачать?
Программа Компас 3D V
Спецификация – 2 листа
Спецификация – 2 листа
 гайковерта для колес грузовых автомобилей")
Набор чертежей (общий вид, сборочные, детали) гайковерта для колес грузовых автомобилей
Код: 03.01.08.04.02Как здесь скачать?
Количество чертежей: 5 шт.
Программа Компас 3D V
Спецификация – 5 листов
Программа Компас 3D V
Спецификация – 5 листов
Зарегистрируйтесь, чтобы создать отзыв.
Последние просмотренные материалы
Справочное меню
Основное меню
Личное меню