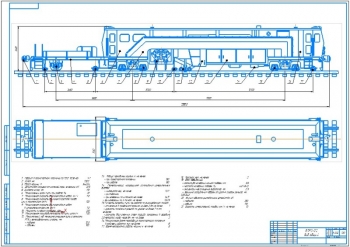
- Чертеж маршрутной карты технологического процесса восстановления нажимного диска коробки переключения передач трактора Кировец (формат А1).
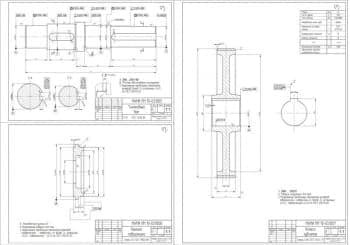
- Ремонтный чертеж диска нажимного в сборе (формат А2):
- Твердость рабочей поверхности шеек под кольца HRC 52...55
- Допускается не устранять дефекты, величина которых не выходит за пределы допустимых значений, указанных в таблице дефектов
- Не принимаются на восстановление детали с трещинами и короблениями
- Восстановленные поверхности должны быть чистыми, гладкими, без трещин и раковин
- Операционная карта наплавки (формат А2)
- Чертежи карты эскизов (формат А2) с техническим условиями: Не допускаются поры и непровары; При наплавке исключить нагрев детали до цвета каления.
Нажимной диск предназначен для передачи давления, создаваемого гидросистемой КПП, на ведомые и ведущие диски трения, которые в свою очередь передают крутящий момент к ведущему барабану соответствующей передачи. Деталь имеет форму ступенчатого диска со сквозным отверстием. Заготовку для изготовления детали получают горячей объемной штамповкой. Далее обрабатывают поверхности, сопрягаемые диском и кольцами по диаметру 182 и 100 мм. Диск трения закрепляют на нажимном диске посредством заклепок.
На основании анализа дефектов детали и выбранного способа восстановления составляем маршрутную технологию. Приведем последовательность и содержание операции технологического процесса.
005 Моечная
Очистить деталь от загрязнений, промыть в моющем растворе и просушить.
010 Дефектовочная
Рассортировка и выбраковка деталей по величине износа отверстий под кольца и приклепанного диска.
015 Токарная
Расточить отверстия под кольца соответственно на диаметр 101 и 186 мм.
020 Наплавочная
Наплавить отверстия под кольца полуавтоматической наплавкой в среде углекислого газа.
025 Токарная
Расточить наплавленные поверхности на номинальный размер, соответственно 100+0,140 и 180+0,185 мм.
030 Слесарная
Расклепать изношенный диск и приклепать новый.
035 Контрольная
Контроль восстановленных деталей с использованием штангенциркуля, нутромера и твердомера ТК-14-250. Детали, которые не соответствуют техническим требованиям, выбраковываются или восстанавливаются повторно.
Дополнительные материалы: 7 листов пояснительной записки к маршрутной карте, где даны:
- Конструкторско-технологическая характеристика детали
- Карта дефектации нажимного диска
- Выбор рационального способа восстановления детали
- Составление маршрутной технологии
- Выбор и расчет режимов технологического процесса
- Разработка карты эскизов детали и операционной карты
В программе: Компас 3D V

Чертеж карты сборки ДВС
Код: 03.01.08.11.01Программа Компас 3D V
Последние просмотренные материалы