Перечень чертежей:
- Сборочный чертеж наплавочной установки А1 с техническими характеристиками:
- Номинальный сварочный ток 500 А
- Напряжение на дуге 12-40 В
- Напряжение питающей сети 3 х 380 В
- Диаметр электродной проволоки 1,0-3,0 мм
- Скорость подачи проволоки 50-400 м/ч
- Скорость перемещения 12-120 м/ч
- Габаритные размеры 915 х 375 х 855 мм
- Неуказанные предельные отклонения 0,5 IT12
- Задняя ферма в сборе А1 с указанием допусков по ГОСТ 14471-76-УП и материалов для изготовления
Дополнительные материалы: прилагается расчетно-пояснительная записка на 39 листах, в которой разработана технология изготовления задней фермы основной рамы автомашины, предназначенной для перевозки грузов цилиндрической формы, с использованием автоматической сварки плавлением в защитном газе.
Рассмотрено современное состояние технологии, где проведен сравнительный анализ разновидностей сварок, выделены основные особенности каждого способа.
Сделан выбор способа сварки - автоматическая сварка плавлением в защитном газе. Описаны сопутствующие процессы при выполнении данного способа сварки.
Суть способа сварки в защитном газе заключается в том, что дуга горит в струе защитного газа, оттесняющего воздух из зоны сварки и защищающего расплавленный металл от воздействия газов, содержащихся в атмосфере. Сварка возможна плавящимся и неплавящимся электродом. По степени механизации различают автоматическую, механизированную и ручную сварку. Технологический процесс дуговой сварки включает следующие этапы:
- Обработка свариваемых кромок
- Очистка поверхностей свариваемых заготовок
- Сборка
- Прихватка
- Сварка
- Правка
- Очистка швов и рядом расположенных поверхностей от закристаллизовавшихся брызг
- Контроль качества сварной конструкции
Параметрами режима сварки в углекислом газе являются род, полярность и величина сварочного тока, диаметр электродной проволоки, напряжение дуги, скорость сварки и подачи проволоки и расход газа. Сварка производится постоянным током обратной полярности. В качестве источников тока применяются стандартные и специально переоборудованные агрегаты с жесткой или возрастающей характеристикой. Сварка в углекислом газе выполняется во всех пространственных положениях. Диаметр электродной проволоки зависит от толщины свариваемого металла. Силу сварочного тока устанавливают в зависимости от диаметра проволоки и требуемой глубины проплавления. Регулировку силы тока осуществляют путем изменения скорости подачи проволоки и напряжения на дуге.
Приведены состав, структура и свойства основного и присадочного материала, где в качестве основного металла для изготовления сварочного аппарата используется – Сталь 09Г2С с указанием химического состава и механических свойств. В качестве присадочного материала для сварки конструкционной низколегированной стали применяется электродная проволока сплошного сечения Св-08Г2С с указанием химического состава и характеристикой полученного шва.
Описан технологический процесс и выполнены расчеты, где определены:
- вероятность появления при сварке или наплавке горячих трещин, равная 0,83, что меньше показателя, при котором выполняется условие появления трещин
- оценка склонности металла к появлению холодных трещин 0,58, что меньше показателя, при котором выполняется условие появления трещин, следовательно, сварка выполняется без предварительного подогрева основного металла
Получены показатели:
|
№ |
Наименование |
Значение |
|
1 |
Сила сварочного тока |
314 А |
|
2 |
Напряжение дуги |
31 В |
|
3 |
Скорость подачи электродной проволоки |
200 м/ч |
|
4 |
Диаметр электродной проволоки |
2 мм |
|
5 |
Вылет электродной проволоки |
15 мм |
|
6 |
Расход защитного газа |
20 /мин |
Приведена технологическая инструкция выполнения сварных операций для изготовления задней фермы основной рамы автомашины с указанием последовательности сварки деталей и схематическим указанием мест сварки, а так же параметров сварочного процесса для каждой операции.
Рассмотрены средства технологического оснащения с описанием принципа действия и техническими характеристиками:
- Автомат типа АДГ-5О2 для дуговой сварки стальной электродной проволокой на постоянном токе в среде углекислого газа малоуглеродистых сталей толщиной 1 мм и более
- Сборочная плита 0850-2003 массой 592 кг, с размерами 120х2000х1200
- Прямоугольные опоры 0850-2450
Выполнен контроль качества, где проведен анализ возможных дефектов изделия, рассмотрена технология контроля, на основании которой был выбран вид диагностики – магнитно-графический. Сделано описание и приведены технические характеристики приборов для контроля: магнитографические дефектоскопы типов МД-9, МД-11, МДУ-1, МГК-1
Проведен анализ экономической эффективности технологии с определением показателей:
|
№ |
Наименование |
Значение |
|
1 |
Затраты на углекислый газ |
16600 руб |
|
2 |
Заработная плата сварщиков |
115500 руб |
|
3 |
Амортизационные отчисления по оборудованию |
1900 руб |
|
4 |
Затраты на электроэнергию |
9950 руб |
|
5 |
Себестоимость |
208500 руб |
Изучена охрана труда и экология, где рассмотрено:
- Техника безопасности
- Производственная санитария
- Экология
В данной работе была спроектирована технология изготовления металлоконструкции задней фермы. Для изготовления металлоконструкции был подобран материал Сталь09Г2С, был выбран автоматический способ сварки в защитном газе, рассчитаны режимы сварки и разработан технологический процесс изготовления детали. По режимам сварки подобрано сварочное оборудование и рассмотрены его основные характеристики.
Были рассмотрены основные дефекты, возможные при изготовлении данного изделия, способ контроля сварных швов и выбрано оборудование для контроля.
Спецификация – 3 листа
В программе: Компас 3D v, AutoCad

Чертежи ванн для гальванических работ
Код: 03.01.05.05.08Спецификация – 2 листа в EXCEL
Программа Компас 3D V

Чертежи газовоздушной горелки
Код: 03.01.05.05.07Спецификация – 4 листа
Программа AutoCAD (Автокад)

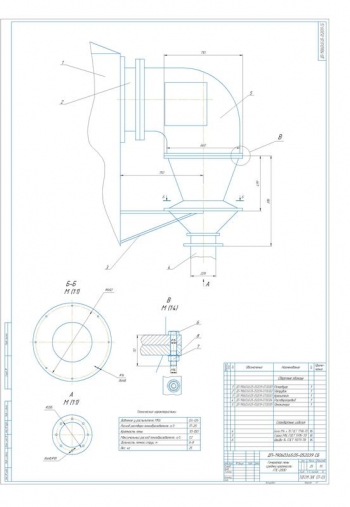
Чертеж установки для автоматической наплавки
Код: 03.01.05.05.06Программа Компас 3D V

Чертеж индуктора для закалки деталей ТВЧ
Код: 03.01.05.05.05Программа Компас 3D V

Чертежи гальванической установки для восстановления деталей машин
Код: 03.01.05.05.04Спецификация – 4 листа
Программа Компас 3D V

Чертежи приспособления для наплавки деталей
Код: 03.01.05.05.03Спецификация – 3 листа
Программа Компас 3D V
Последние просмотренные материалы