Перечень чертежей:
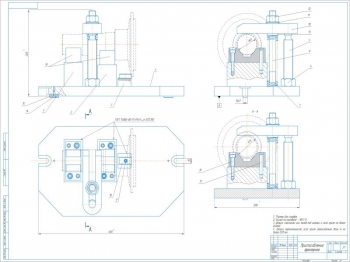
1. Чертеж сборочный контрольного приспособления для измерения радиального биения в двух проекциях А1 с сечениями, разрезами, указанием основных размеров, допусков и обозначением позиций:
- Сборочные единицы: стержень промежуточный цилиндрический ГОСТ 1894077
- Детали: плита, задняя и передняя бабки, шайба упорная, направляющая втулка, валик-щестерня, конусная и винтовая втулки, скалка, штанга, винт с накаткой, центр передний и задний
Указана суммарная погрешность измерения приспособления — не более 0,015 мм
Дополнительные материалы: Выполнена расчетно-пояснительная записка на 4 страницах о разработке технологического процесса изготовления детали «Вал» в плане операции «окончательный контроль №070 расположения шпоночного паза».
Специальное контрольное приспособление используется для измерения биения внутренних поверхностей шпонок относительно оси.
Устройство работает следующим образом. Установка детали в контрольном приспособлении осуществляется в центрах, поджимается подвижный центр, чтобы обеспечить строгую ориентацию детали по оси, которая выполняет роль базы для заданных параметров биения. При этом задний центр остается неподвижным и располагается по конусу. Передняя и задняя бабки установлены на плите.
Необходимый зажим и ориентация детали по центру обеспечиваются за счет пружины подвижного центра. Валик-шестерня используется для плавного перемещения центра, а для фиксации центра — нажимная пята.
С помощью индикатора часового типа, который закреплен на индикаторной стойке, осуществляется контроль. Стойка вместе с опорной плитой установлена на плите приспособления, к которой крепится винтами.
Рассматриваемое специальное контрольное приспособление является достаточно простым в изготовлении и использовании, универсально.
Произведен расчет приспособления на точность (при допуске 0,05 мм):
Погрешности: измерительной головки — 0,003 мм, от биения роликов — 0,01 мм. Приспособление пригодно для измерения заданного параметра.
Спецификация — 3 листа
В программе: Компас 3D v

Разработка трехконтактной измерительной скобы
Код: 03.01.05.02.14.01Количество чертежей: 1 шт.
Спецификация – 1 лист
В программе: Компас 3D v

Роботизированный токарный комплекс для обработки вала
Код: 03.01.05.02.14.05Количество чертежей: 1 штука
В программе: Компас 3D v

Система циклового программного управления
Код: 03.01.05.02.14.04Количество чертежей: 3 штуки
В программе: Компас 3D v