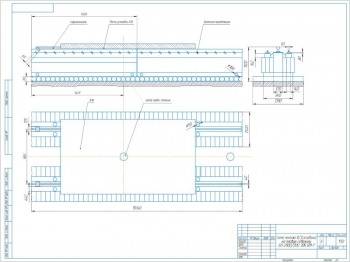
Рабочий чертеж протяжки, A4x4.
Представлена таблица с параметрами нарезной части по ступеням, техническая характеристика и требования. Изделие состоит из хвостовика и рабочей четырехуровневой части. На каждую секцию определены диаметры с допусками для выполнения.
Протягивание отверстий делается образованием профиля по генераторному методу. Величина получаемой формы достигается поэтапным увеличением от меньшей базовой поверхности. Продольная подача при этом также возрастает. Инструмент устанавливается на станок. Объем удаляемого материала на каждой ступени одинаковый, силы резания на входных зубьях каждого уровня являются близкими по величине. Позволяет протягивать квадратные отверстия.
Начальный профиль изготавливается сверлением с чистой боковой образующей. Неуказанные допуска выполняются по 14-ому квалитету точности. Части конструкции получаются из разных материалов (режущая – из сплава Р6М5, хвостовая – из стали 40Х), соединяемые стыковым контактным оплавлением. Задняя направляющая и режущие зубья имеют выше твердость, чем передняя направляющая. Предусмотрено изготовление стружкоразделительных канавок на рабочих поверхностях.
Каждая протяжка маркируется с указанием краткой информацией об её производстве. Механическая обработка изготовления инструмента осуществляется в зажимаемых центрах. Общая длина составляет 1,205м. Максимальный диаметр – 39,58мм. Процесс протягивания включает в себя прохождение цилиндрической, четырехгранной и калибрующей частей.
Готовая деталь имеет сторону 28мм и длину до 18мм. Заготовка для отверстия должна быть из материала с пределом временного сопротивления до 70кг/мм². Шероховатость после полного прохода получается равной Ra=2.5. Инструмент является дорогостоящим, поэтому его применение необходимо экономически обосновывать.
Программа: Компас 3D v

Протяжка переменного резания рабочий чертеж
Код: 03.01.05.02.07.00.01.33Дополнительные материалы: 5 страниц
Программа: Компас 3D v

Шлицевая протяжка конструктивное проектирование
Код: 03.01.05.02.07.00.01.32Количество чертежей: 1 штука
В программе: Компас 3D v

Конструирование шпоночной протяжки
Код: 03.01.05.02.07.00.01.30Количество чертежей: 1 штука
Программа: Компас 3D v

Протяжка для шпоночного паза с расчетами
Код: 03.01.05.02.07.00.01.29Количество чертежей: 1 штука
Программа: Компас 3D v

Чертёж протяжки для цилиндрического отверстия
Код: 03.01.05.02.07.00.01.28Количество чертежей: 1 штука
Программа: Компас 3D v

Конструкция шлицевой протяжки D-8х32Н11х36Н8х6F10
Код: 03.01.05.02.07.00.01.27Расчетно-пояснительная записка Word: 6 листов
Программа: Компас 3D v
Последние просмотренные материалы