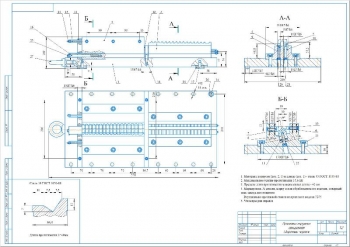
- Чертеж шлицевой протяжки А1 с таблицами размеров фасонных, шлицевых режущих, круглых режущих и круглых калибровочных зубьев:
Контактная стыковая электросварка соплавлением.
Материал рабочей части Сталь Р6М5 ГОСТ 29265-73, твердость HRC 63-66.
Материал хвостовой части Сталь 40Х ГОСТ 45453-71, твердость HRC 43,5-51,5.
Маркировать: размер отверстия диаметром 38H7; длину отверстия; материал протяжки; марку завода-изготовителя; год выпуска.
Неуказанные предельные отклонения линейных размеров ±IT14/2.
Отверстия центровые по ГОСТ 14034-74.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 6 страницах, где описан расчет шлицевой протяжки для шлицевого отверстия размерами 38х32х7 мм в детали из материала БрАЖ 9-4.
Перечислены исходные данные для расчета:
- Внутренний диаметр шлицевого отверстия – 38+0,025 мм;
- Наружный диаметр – 32+0,25 мм;
- Ширина шлицев – 7+0,047+0,025 мм;
- Число шлицев – 8;
- Длина обрабатываемого отверстия – 40 мм;
- Материал обработки – БрАЖ 9-4;
- Фаска по внутреннему диаметру – 0,4+0,2 мм.
Первым определяется расстояние до первого зуба и припуск под протягивание. Затем диаметр отверстия до протягивания и диаметр хвостовика. Шаг режущих зубьев составил 8 мм. Наибольшее число зубьев, которые находятся в работе – 6 зубьев. К параметрам стружечной канавки относятся:
- Глубина – 3 мм;
- Площадь – 7,07 мм2;
- Коэффициент заполнения – 4.
Вычислена подача по размещению стружки в канавке – 0,0442 мм/зуб и допустимая сила резания по хвостовику – 133035 Н.
Усилие прочности по первому зубу – 159198 Н. Высчитана ширина срезаемого слоя – 66,4 мм. По расчетному усилию резания уточнена подача – 0,07 мм/зуб. Наибольшая ширина слоя при нарезании составила – 56 мм, а подача при такой ширине слоя – 0,0867 мм/зуб.
Рассчитана ширина срезаемого слоя и подача по усилию резания для круглых зубьев.
Определены параметры для фасонных зубьев:
- Припуск, который снимают фасонные зубья – 2,0387 мм;
- Число зубьев по одинарной схеме резания – 24 зуба;
- Длина режущей части – 184 мм.
Вычислены диаметры фасонных и шлицевых зубьев. Длина режущей шлицевой части – 504 мм.
Определен шаг калибрующих зубьев, их число и длина калибрующей шлицевой части. Также найдены диаметры круглых зубьев, их число, длины круглой режущей и круглой калибрующей частей.
Длина заднего направления составила – 40 мм. Общая длина протяжки вышла – 1142 мм.
Высчитана необходимая длина рабочего ходя для работы – 822 мм.
В ходе выполнения работы были перечислены исходные данные для расчета и описан его порядок, в ходе которого определяются конструктивные параметры протяжки.
В программе: Компас 3D v

Конструирование шпоночной протяжки
Код: 03.01.05.02.07.00.01.30Количество чертежей: 1 штука
Программа: Компас 3D v

Протяжка для шпоночного паза с расчетами
Код: 03.01.05.02.07.00.01.29Количество чертежей: 1 штука
Программа: Компас 3D v

Чертёж протяжки для цилиндрического отверстия
Код: 03.01.05.02.07.00.01.28Количество чертежей: 1 штука
Программа: Компас 3D v

Конструкция шлицевой протяжки D-8х32Н11х36Н8х6F10
Код: 03.01.05.02.07.00.01.27Расчетно-пояснительная записка Word: 6 листов
Программа: Компас 3D v

Конструкция шлицевой протяжки D-8х50Н11х56Н8х6D9
Код: 03.01.05.02.07.00.01.26Расчетно-пояснительная записка Word: 7 листов
Программа: Компас 3D v
Последние просмотренные материалы