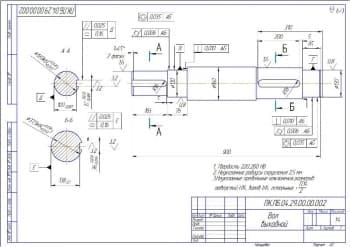
- Чертеж конструкции круглой протяжки, с указанием требований, с профилями черновых, чистовых, переходных и калибрующих зубьев
Дополнительные материалы: прилагается расчетно-пояснительная записка на 7 листах.
Процесс протягивания — это эффективный метод обработки материалов с использованием многолезвийного инструмента для создания высокоточных изделий. Лезвия инструмента выступают перпендикулярно основному движению, обрабатывая поверхности без движения подачи. Протягивание включает в себя операции черновой, получистовой и чистовой обработки, применяемые как для внутренних, так и для внешних поверхностей изделий.
Выполнен расчет проектируемого инструмента. В качестве материала приваренного хвостовика принята сталь 40Х. Диаметр переднего хвостовика равен 50 мм. Рассчитаны значения: скорость резания 11,5 м/мин, глубина стружечной канавки 7 мм, число одновременно участвующих в работе зубьев 5, максимально допустимая сила резания 156960 Н, длина режущей части 620 мм.
Аналогичные значения рассчитаны для вариантов 2 и 3. По результатам принят вариант 2, так как протяжка имеет наименьшую длину режущей части 587 мм. Дальнейшие расчеты выполнены для принятого варианта. Рассчитаны значения:
|
№ |
Наименование |
Значение |
|
1 |
Длина калибрующих зубьев |
55 мм |
|
2 |
Длина переходного конуса |
20 мм |
|
3 |
Число выкружек на переходных и чистовых зубьях |
6,5 мм |
|
4 |
Общая длина протяжки |
1075 мм |
В проекте выполнена разработка круглой протяжки с приваренным хвостовиком для обработки цилиндрического отверстия Æ55Н9.
В программе: Компас 3D v

Чертеж проекта плоской шпоночной протяжки
Код: 03.01.05.02.07.00.04.58В программе: Компас 3D v
Количество чертежей: 1 штука

Чертеж шлицевой протяжки для обработки стали 30Х
Код: 03.01.05.02.07.00.04.57Количество чертежей: 1 штука
В программе: AvtoCAD

Шевер-рейка для изготовления зубчатых косозубых колес
Код: 03.01.05.02.07.00.04.04В программе: Компас 3D v

Разработка дискового шевера для нарезания зубьев
Код: 03.01.05.02.07.00.04.03Количество чертежей: 1 штука
В программе: Компас 3D v

Дисковый шевер с расчетами конструирования
Код: 03.01.05.02.07.00.04.02Программа: Компас 3D v

Конструкция дискового шевера
Код: 03.01.05.02.07.00.04.01Программа: Компас 3D v
Последние просмотренные материалы