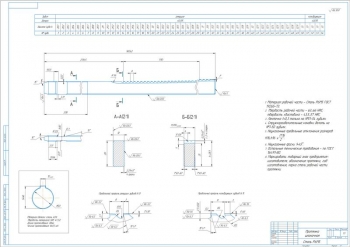
- Рабочий чертеж дискового шевера А2:
Модуль 1,75
Угол профиля 20
Угол профиля торцовый 15,4
Число зубьев шевера 76
Делительный диаметр 300
Диаметр основной окружности 334,18
Толщина зубьев нормальная по дуге делительной окружности 7,64
Шаг зубьев нормальный 16,34
Угол наклона линии зуба 5
Направление зуба правое
Погрешность направления зуба +(-9)
Погрешность профиля 6
Разность окружных шагов 1
Накопленная погрешность окружного шага 12
Радиальное биение зубчатого венца 10
Отклонение высоты головки зуба +(-25)
63-65 HRC.
На рабочей поверхности не должно быть трещин, сколов, следов коррозии.
H14, h14, IT4/2.
Маркировать: модуль, число зубьев, материал инструмента, диаметр посадочного отверстия, товарный знак предприятия-изготовителя.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 13 страницах, где описана разработка дискового шевера для нарезания зубьев на колесе и шестерне из стали 35Х
Шеверы предназначены для окончательной обработки боковых поверхностей зубьев косозубых и прямозубых колес внутреннего и наружного зацепления после предварительного их нарезания долбяком или червячной фрезой и для чистовой обработки точных червячных колес. Дисковый шевер выглядит как цилиндрическое колесо с винтовыми зубьями, на которых прорезаны канавки на боковых поверхностях и образованы режущие кромки.
Перечислены исходные данные:
- обрабатываемый материал Сталь 35Х
- угол наклона зубьев 0º
- модуль нормальный, 1,75 мм
- число зубьев шестерни 51
- число зубьев нарезаемого колеса 70
- степень точности колес 6
Обработка ведется на зубошевинговальном станке модели 5702 с максимальным диаметром шевера 185 мм.
Определены геометрические параметры шевера и зубчатых колес. Затем высчитаны параметры нового шевера и выполнена проверка зуба на заострение. Результаты расчетов приведены в таблице:
|
№ |
Название |
Значение |
|
1 |
Нормальный угол зацепления на начальном цилиндре |
21 º |
|
2 |
Углы наклона зубьев на начальном цилиндре |
5 º |
|
3 |
Торцовый угол давления на начальном цилиндре |
21 º |
|
4 |
Диаметр начального цилиндра |
313,1 мм |
|
5 |
Длина линии зацепления при шевинговании |
311,72 мм |
|
6 |
Наибольший радиус профиля зуба шевера |
64,5 мм |
|
7 |
Диаметр окружности выступов |
214,6 мм |
|
8 |
Толщина зуба на начальном цилиндре |
8,91 мм |
|
9 |
Высота головки зуба |
3,93 мм |
Далее рассчитаны параметры сточенного шевера и также проведена проверка зуба на заострение.
К конструктивным параметрам шевера относятся:
- диаметр окружности ножек – 186,48 мм;
- торцовый угол давления на ножке зуба - 22 º;
- торцовая толщина ножки зуба – 12,242 мм;
- ширина впадины зубьев по окружности – 1,688 мм;
- полная высота зуба шевера – 13,06 мм;
- ширина шевера – 30 мм;
- диаметр посадочного отверстия – 63,5 мм.
Описаны технические требования на изготовление шевера. Для уменьшения недостатков инструмента необходимо, чтобы все поверхности шевера в процессе термообработки как можно больше поглощали и отдавали тепла. Этого можно достичь при соблюдении следующих условий:
- элементы фрезы, требующие упрочнения, должны быть выделены конструктивно в отдельную группу;
- при конструировании инструмента необходимо обеспечить одинаковую жесткость по всем направлениям;
- различие в массе и в толщине смежных участков должно быть минимальным, переходы между ними – плавными;
- детали с закаливаемыми внутренними поверхностями имели отверстия для отвода газов.
Термообработка быстрорежущей стали проводится по следующей схеме: сначала материал закаливают в масле при температуре 1280ºС, затем выполняют трехкратный отпуск или что более предпочтительно, обработку холодом.
Вычислен расход инструментального материала – 12,499 кг.
В ходе проведения работы было рассмотрено назначение такого инструмента, как шевер и его внешний вид.
Выполнен расчет параметров нового и сточенного шевера и проверены зубья на заострение. Также определены геометрические параметры инструмента.
Описаны технические требования на изготовление и порядок термообработки стали Р6М5.
В программе: Компас 3D v

Дисковый шевер с расчетами конструирования
Код: 03.01.05.02.07.00.04.02Программа: Компас 3D v

Конструкция дискового шевера
Код: 03.01.05.02.07.00.04.01Программа: Компас 3D v
Последние просмотренные материалы