- Чертеж операционных эскизов восстановления детали "втулка", А1, с операциями: 010 Сварочная, 015 Расточная, 020 Фрезерная, 025 Сверлильная, 030 Плоскошлифовальная, 035 Внутришлифовальная
- Маршрутная карта обработки детали, А1
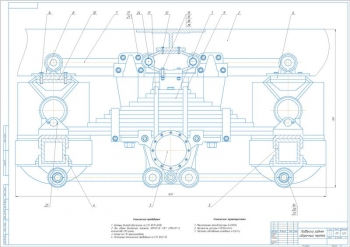
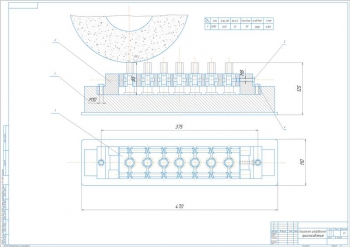
- Конструкция сверлильного приспособления, А1
Дополнительные материалы: прилагается расчетно-пояснительная записка на 25 листах.
Приведен анализ особенности конструкции, условий ее работы. Материалом корпуса водяного насоса является алюминий. Технологическими базами при механической обработке детали являются три обработанные плоскости или основная плоскость и два технологических отверстия на ней. К основным рабочими поверхностям втулки относится внутренняя цилиндрическая поверхность, шлицевое соединение, отверстия под стопорные пальцы.
Описан выбор способа восстановления детали с определением себестоимости восстановленной детали 19 р, стоимости восстановленного дефекта 5,2 р. Установлено, что восстановление детали является экономически выгодным по сравнению с заменой ее на новую.
Рассчитана партия деталей – 42 шт.
Выполнена разработка маршрута технологического процесса восстановления детали. Составлена дефектовочная карта с возможными дефектами и способами их восстановления. К возможным дефектам относится износ отверстия, резьбы и торца. К способам восстановления относится применение калибр-пробки, штангенциркуля и выполнение заваривания, нарезания резьбы и наплавки.
В маршрутной картой перечислены операции: 005 Моечная, 010 Сварочная, 015 Расточная, 020 Фрезерная, 025 Вертикально-сверлильная, 030 Плоско-шлифовальная, 030 Внутришлифовальная.
Сделан расчет припусков на механическую обработку. Минимальные припуски для детали равны 1514 мкм и 271 мкм. Толщина слоя покрытия составляет 2,95 мм.
Произведен расчет режимов резания с вычислением значений:
|
№ пп |
Наименование операции |
Глубина резания, мм |
Подача, мм/об |
Скорость резания детали, м/мин |
Частота вращения, мин-1 |
|
1. |
010 Сварочная |
- |
2,4 |
64,8 |
1 |
|
2. |
015 Расточная |
2 |
0,1 |
98 |
400 |
|
3. |
020 Фрезерная |
2 |
0,1 |
96 |
450 |
|
4. |
025 Вертикально-сверлильная |
0,5 |
0,48 |
23,4 |
1360 |
|
5. |
030 Плоскош-лифовальная |
0,05 |
0,005 |
30 |
1120 |
|
6. |
035 Внутри-шлифовальная |
0,02 |
0,002 |
35 |
900 |
Проведено техническое нормирование работ. Определены показатели для операции 025 Сверлильная: основное время сверления 0,04 мин, вспомогательное 1,3 мин, штучно-калькуляционное время 1,7 мин. Аналогичные расчеты выполнены для остальных операций.
Описано проектирование приспособления, используемого при восстановления детали. Зажимное станочное приспособление обеспечивает надежность, износостойкость и жесткость закрепления в процессе технологической обработки детали. Основой конструкции является основание, на котором расположена опора центровочной крышки и сама крышка. В засове установлен рычаг, двигающийся по направляющей. Принцип действия основан на технологии зажима.
В представленном проекте выполнена разработка технологического процесса восстановления детали "втулка" водяного насоса с расчетом режимов резания.
Расчетно-пояснительная записка Word: 25 страниц
Спецификация – присутствует на чертежах
В программе: Компас 3D v

Автоматизация технологического процесса изготовления детали втулка
Код: 03.01.09.37.03.01Программа: Компас 3D v
Количество чертежей: 6 штук
Последние просмотренные материалы