Перечень чертежей:
1. Рабочий чертеж детали палец мобильной дробильной установки А3 из материала сталь 40 ГОСТ 1050-88 с указанием габаритных размеров, припусков, допусков и шероховатостей
2. Операция 1 - Отрезание:
Станок: 8Г642
Инструмент: Дисковая сегментная пила ГОСТ 4047-82
Приспособление: Зажимы клиновые ГОСТ 24351-80
3. Операция 2 - Токарная (подготовительная):
Оборудование: Станок токарно-винторезный 16К20
Приспособление: 3-х кулачковый патрон
Режущий инструмент: Резец проходной, отогнутый левый ГОСТ18863-73
Измерительный инструмент: Линейка измерительная ГОСТ166-78
4. Операция 3 - Точение:
Станок: 16К20
Приспособление: Патрон трехкулачковый ГОСТ 2675-80
Инструмент: Резец токарный проходной (Исполнение 1) ГОСТ 18869-73
Инструмент измерительный: ШЦ1-250 ГОСТ166-80
5. Операция 4 - Точение с показателями:
- t = 0,1 мм
- S = 0,2 мм/об
- V = 7,36 м/мин
- n = 28 об/с
- i = 2
- T0 = 52 c
6. Операция 5 - Сверление:
Станок: 2Н125Л
Приспособление: Тиски станочные ГОСТ 16518-96
Инструмент: Сверло спиральное ГОСТ 4010-77
7. Операция 6 - Шлифование:
Станок: 3А110В
Приспособление: Патрон поводковый ГОСТ 2571-71
Инструмент: Круг шлифовальный ПП 250 -20 -50 ГОСТ 1375-71
Дополнительные материалы: Пояснительная записка на 24 стр.
В пояснительной записке осуществлен выбор материала и обоснование метода получения заготовки.
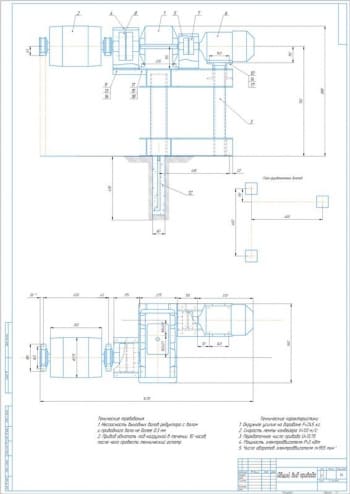
Деталь палец мобильной дробильной установки. Загрузка материала в засыпное отверстие осуществляется при помощи погрузчика. Загрузочное отверстие смонтировано над вибробункером. Вибробункер подает материал из загрузки в ударную дробилку. Ленточный конвейер с шириной ленты 650 мм принимает продукт дробления из-под дробилки и транспортирует наружу машины.
Мобильная дробильная установка предназначен для раздробления материалов большой и средней жесткости с размером садива макс. 500 мм.
Состоит из следующих основных подузлов:
- Рама дробилки
- Загрузочный бункер
- Привод
- Вибробункер
- Подаватель
- Гидравлическая установка
- Ударная дробилка
- Оросительная установка
- Электрическая установка
При выборе заготовки для данной детали необходимо назначить метод ее получения, определить размеры, конфигурацию, допуски и припуски на обработку.
При выборе заготовки необходимо обеспечить заданное качество готовой детали при ее минимальной себестоимости. В данном случае заготовкой является пруток прокатной стали.
Это объясняется тем, что производство единичное и получить заготовку другими способами невыгодно.
В качестве материала заготовки назначена Сталь45 ГОСТ 1050 – 88. Тогда заготовка будет иметь вид и форму прутка диаметром 85 мм и длиной не менее 170 мм.
Разработан маршрут обработки детали. Проведя необходимые расчеты были получены следующие показатели:
|
Операция 1 - отрезание: |
|
|
- скорость резания |
20 м/мин |
|
- окружная скорость пилы |
1,65 рад/с |
|
- частота вращения пилы |
0,3 об/с |
|
- продолжительность операции |
145 с |
|
- основное время операции |
83 с |
|
- вспомогательное время |
62 с |
|
- дополнительное время |
20 с |
|
- полное штучное время выполнения операции |
165 с |
|
Операция 2 - точение: |
|
|
- коэффициент, учитывающий влияние материала заготовки |
1,25 |
|
- поправочный коэффициент |
1,15 |
|
- скорость резания при наружном продольном и поперечном точении и растачивании (для чернового точения) |
2,98 м/с |
|
- скорость резания при наружном продольном и поперечном точении и растачивании (для чистового точения) |
7,36 м/с |
|
- мощность резания (для чернового точения) |
8,6 кВт |
|
- мощность резания (для чистового точения) |
0,43 кВт |
|
- частота вращения заготовки (для чернового точения) |
11 об/с |
|
- частота вращения заготовки (для чистового точения) |
28 об/с |
|
- основное операционное время (для чернового точения) |
42 с |
|
- основное операционное время (для чистового точения) |
52 с |
|
- вспомогательное время (для чернового точения) |
32 с |
|
- вспомогательное время (для чистового точения) |
41 с |
|
- оперативное время (для чернового точения) |
74 с |
|
- оперативное время (для чистового точения) |
93 с |
|
- дополнительное время (для чернового точения) |
10 с |
|
- дополнительное время (для чистового точения) |
12 с |
|
- штучное время (для чернового точения) |
84 с |
|
- штучное время (для чистового точения) |
105 с |
|
Операция 3 - сверление: |
|
|
- коэффициент на обрабатываемый материал |
1,28 |
|
- общий поправочный коэффициент, учитывающий фактические условия резания |
1,28 |
|
- скорость резания |
0,55 м/с |
|
- коэффициент, учитывающий фактические условия обработки |
0,9 |
|
- крутящий момент |
9,8 Н*м |
|
- осевая сила |
1946 Н |
|
- частота вращения инструмента |
1050 об/с |
|
- мощность резания |
1,06 кВт |
|
- вспомогательное время |
0,25 мин |
|
- дополнительное время |
0,07 мин |
|
- основное время |
0,32 мин |
|
- штучное время |
0,64 мин |
|
Операция 4 - шлифование: |
|
|
- эффективная мощность (при предварительном шлифовании) |
4,8 кВт |
|
- эффективная мощность (при окончательном шлифовании) |
4,5 кВт |
|
- частота вращения детали (при предварительном шлифовании) |
127 об/мин |
|
- частота вращения детали (при окончательном шлифовании) |
255 об/мин |
|
- основное операционное время |
0,04 мин |
|
- вспомогательное время |
0,03 мин |
|
- оперативное время |
0,07 мин |
|
- дополнительное время |
0,05 мин |
|
- штучное время |
0,13 мин |
|
- полное время операции |
0,3 мин |
В пояснительной записке рассматривается изготовление детали палец мобильной дробильной установки. Описан метод получения заготовки, осуществлен выбор материала. Составлен маршрут обработки детали.
Операционные карты механической обработка и Word 8 стр. Маршрутная карта в Word 3 стр.
Спецификация – 1 лист (в Word)
В программе: Компас 3D v и АvtoCAD
Последние просмотренные материалы